
ステンレス/SUS製焼結フィルターエレメント・多孔質金属専門メーカー
ステンレス(SUS)製焼結金属フィルター
ステンレスとはJISでSUS(Steel Special Use Stainless)と定義され、『耐食性』を向上させる目的で鉄を主成分としてCr(クロム)やNi(ニッケル)を含有させた合金鋼であります。鉄は通常、大気中に放置すると短期間で錆びますが鉄にCr(クロム)を含有させると腐食量は減少し、Cr(クロム)量が11-12%に達するとほとんど腐食減量がなくなり清浄な大気中では錆びの発生が抑えられます。この事から、錆び・しみ(stain)のない(-less)鋼(Steel)としてStainless Steel(ステンレス鋼)として名付けられました。一般的にはクロム含有量が11%以上の鋼をいい、主としてその組織によって、マルテンサイト系、フェライト系、オーステナイト系、オーステナイト・フェライト系、析出硬化系の5つに分類される。 以上の様に、ステンレス(SUS)が材料として非常に優れているのは改めて記述するまでも無いのですが、多孔質(ポーラス)焼結金属という観点からみれば融点が高く、しかもCr(クロム)を含有する事により非常に厄介な材料になるのです。さらに錆び(腐食し)にくいというのは大気中である事が前提となりますが、多孔質(ポーラス)焼結金属体を製造するに当たっては溶融点前後まで温度を上げます。すると、高温酸化という現象が起き、非常に酸化し(錆び)やすくなるのです。従って、ステンレス(SUS)製の多孔質(ポーラス)焼結金属を製造しようとしますと、『異形粉(イレギュラー粉)』で製造するしか方法がなかったのです。異形(イレギュラー)粉』も『球体粉』も大きさは揃わないのですが、『異形(イレギュラー)粉』は形状が個々に異なり、しかも角がある為、成形性も非常に優れています。その為加圧成形し、焼結すれば良いのですが『球体粉』であれば角がない為加圧しても形状を留めている事が出来ません。問題点はそれだけでは無く、焼結させる際にも生じます。 多孔質(ポーラス)焼結体を製造する際に加圧成形ができないとなると、型に材料を充填後、炉に投入し、焼結工程を進行させるわけですが、材質がステンレス(SUS)である為融点が非常に高く、型材自体が限られてくるのです。 しかも、前述しました通り錆び・腐食防止の為に含有しているCr(クロム)が他金属との相性が良く、離型性を著しく損ねるのです。上記のように、細かく記述すれば問題点は山のようにあり、そのたびに試行錯誤を重ね他社様とは違った焼結金属を製造できるようになりました。

特殊加工

SUS粉末とCu粉末の異種金属を焼結処理にて一体化した製作例。電気伝導性・熱伝導性に優れたCuと電気伝導性・熱伝導性に劣るSUSながら強度・耐食性・機械加工性に優れた性質を融合することにより得られる付加価値は大きい…ハズ
SEM画像
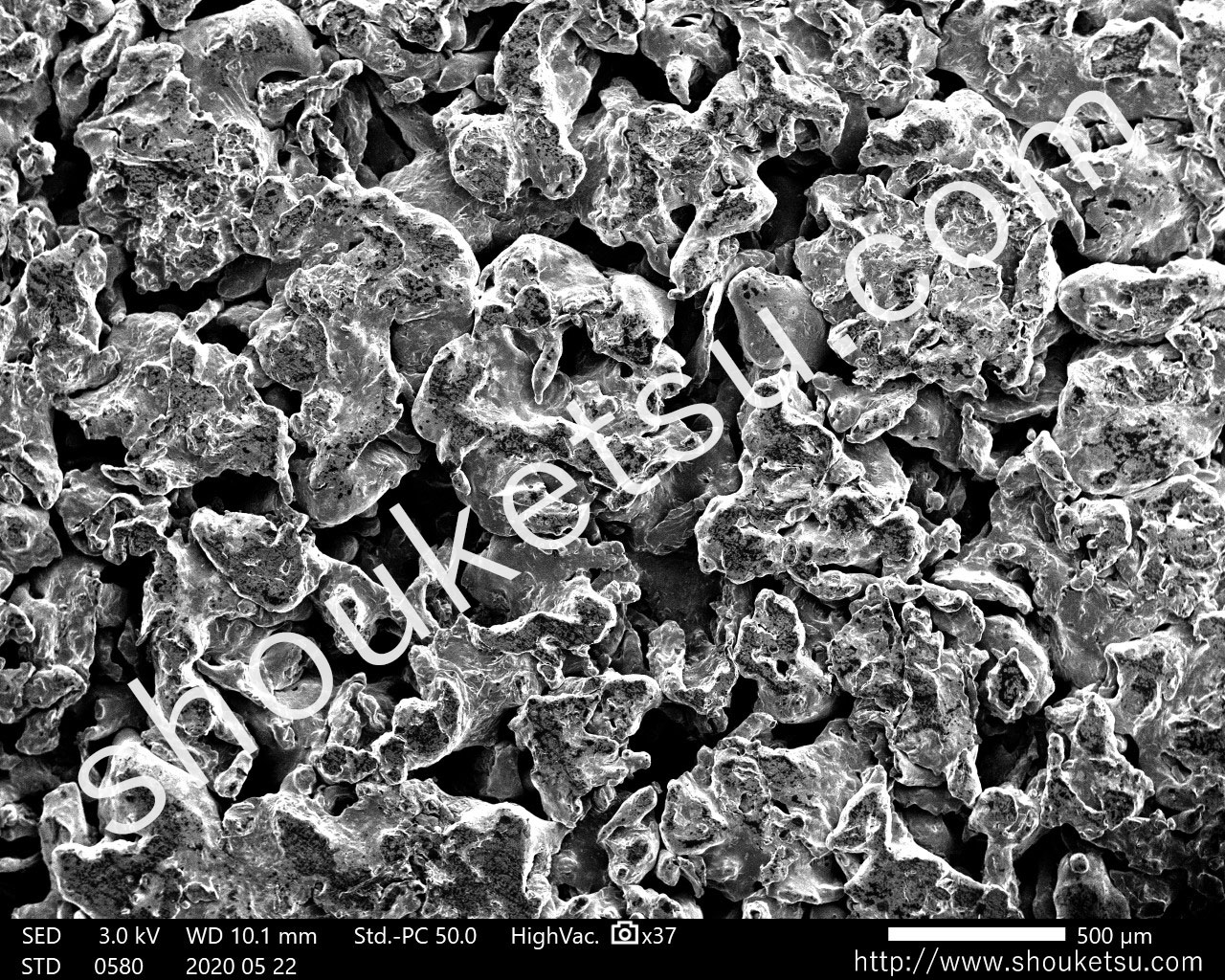
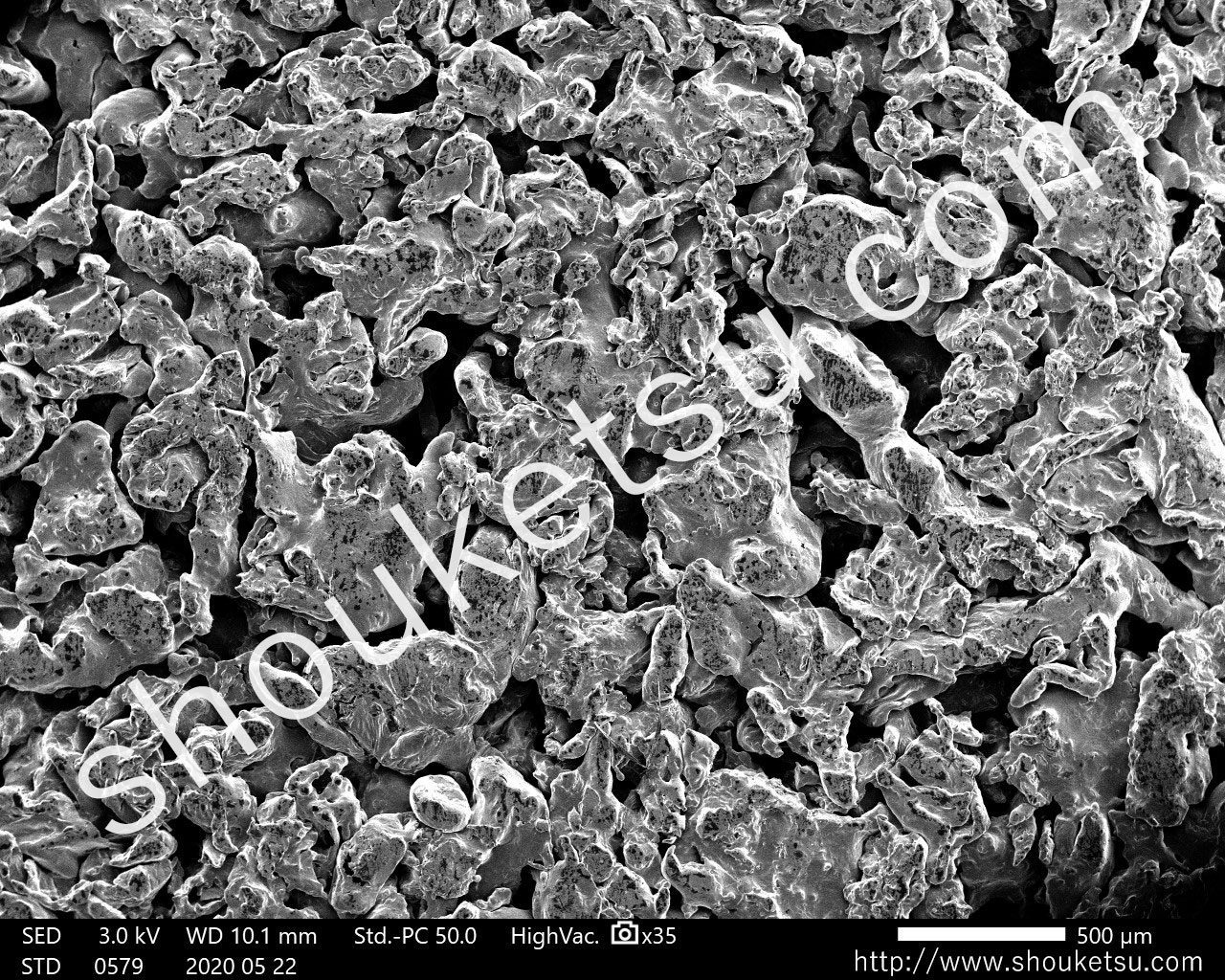
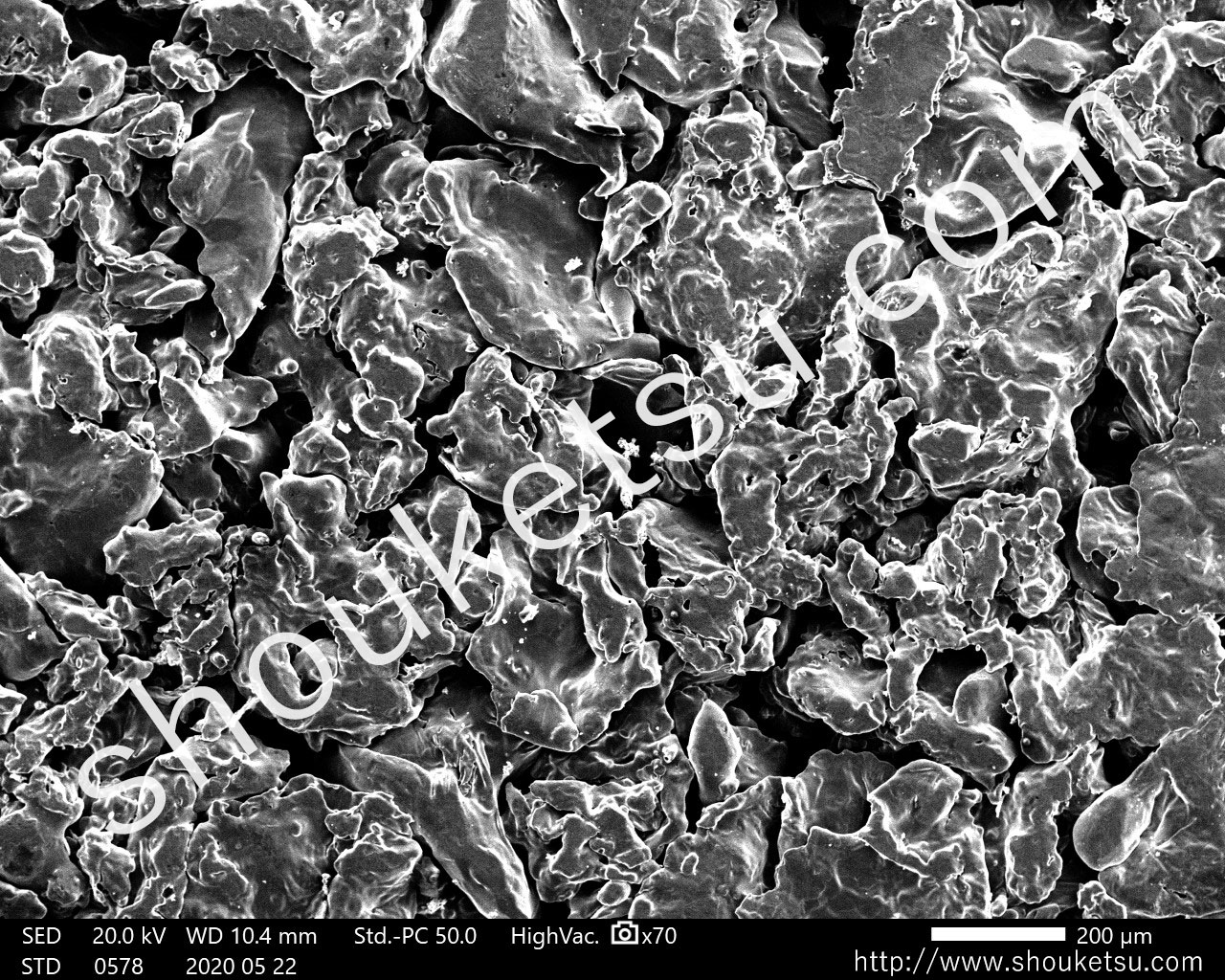
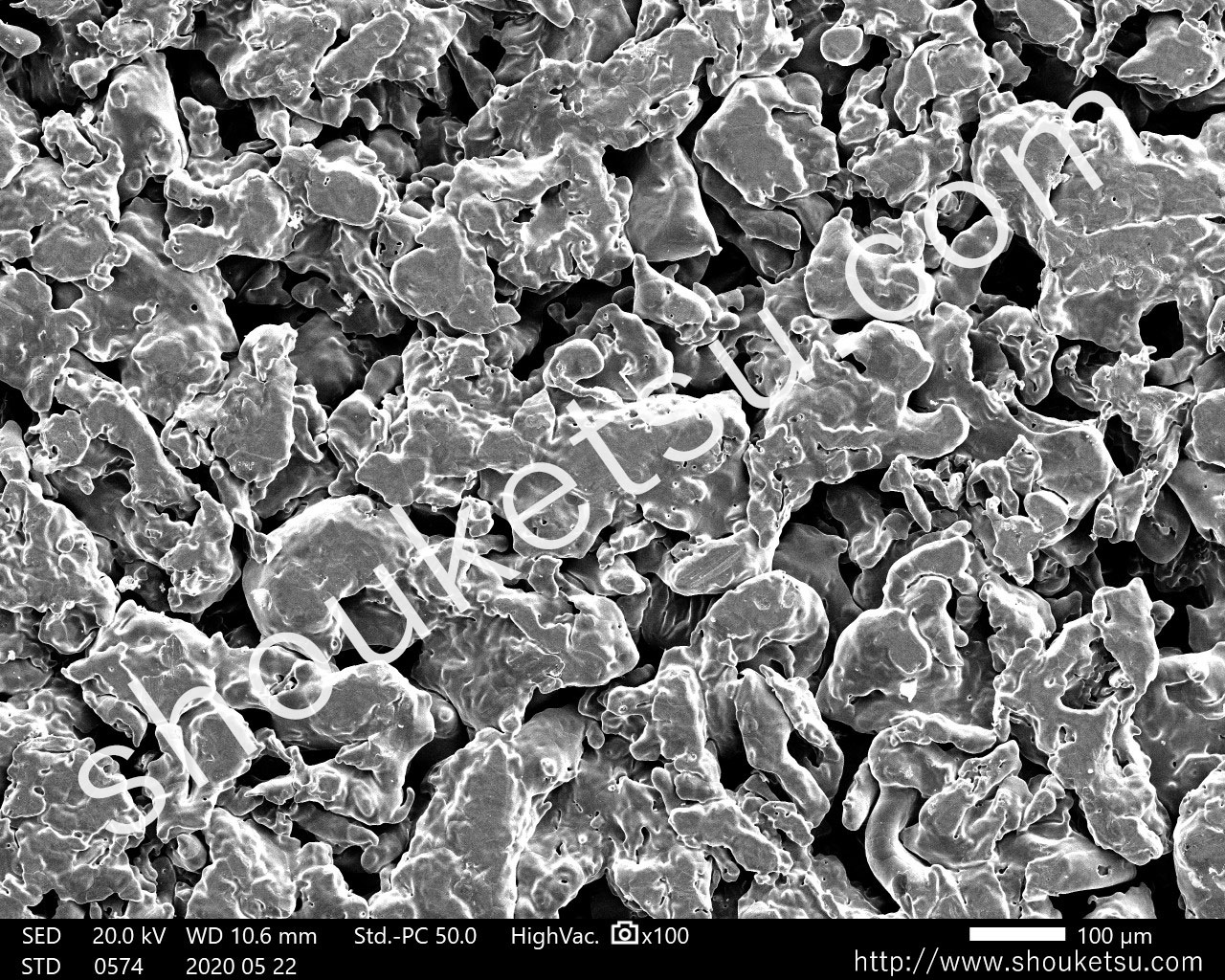
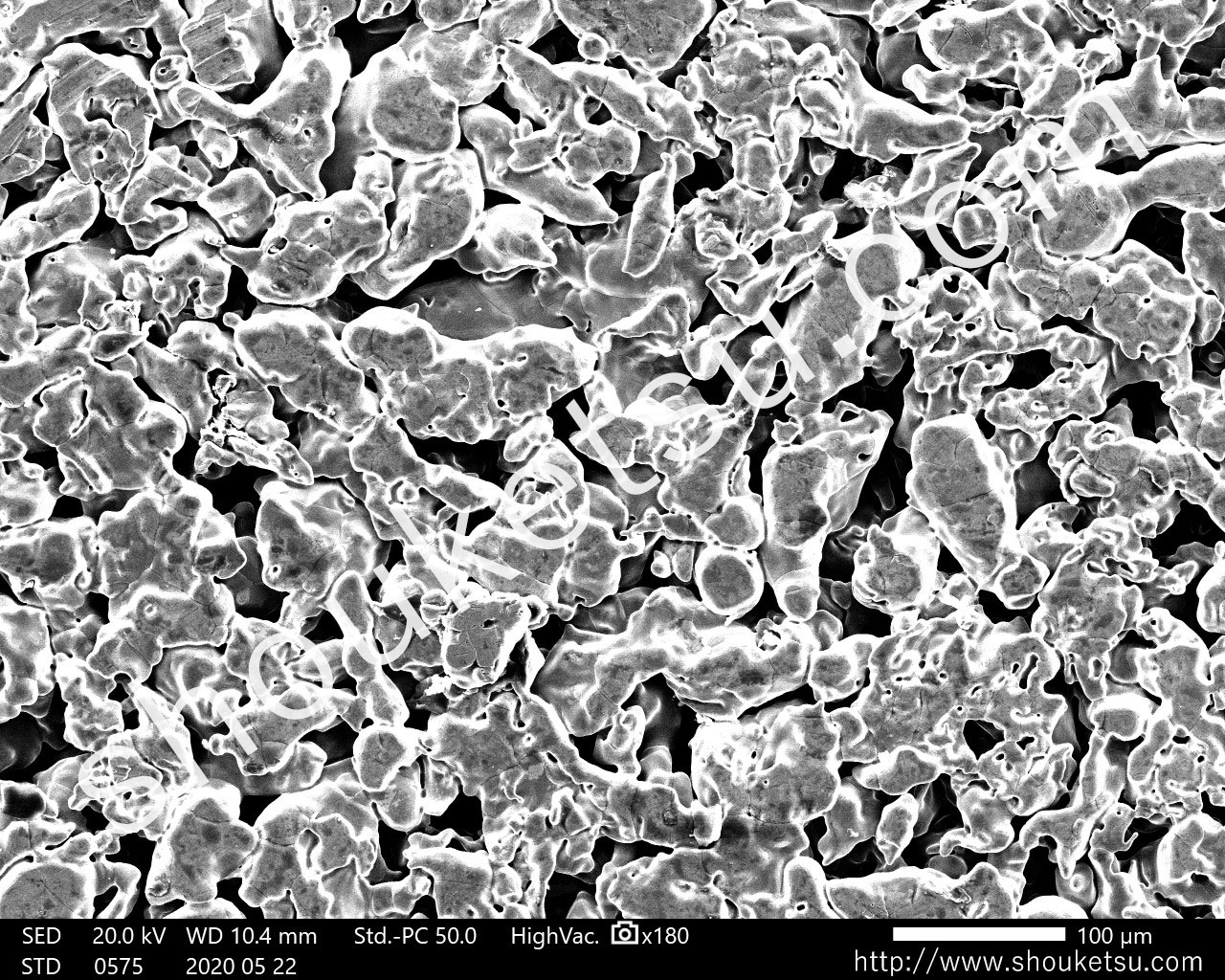
焼結金属(SUS)を公称濾過精度別にSEMで撮影した画像です。※公称濾過精度はメーカーにより規定が異なります
異形粉(イレギュラー粉)を使用した多孔質金属のSEM(走査型電子顕微鏡)画像 
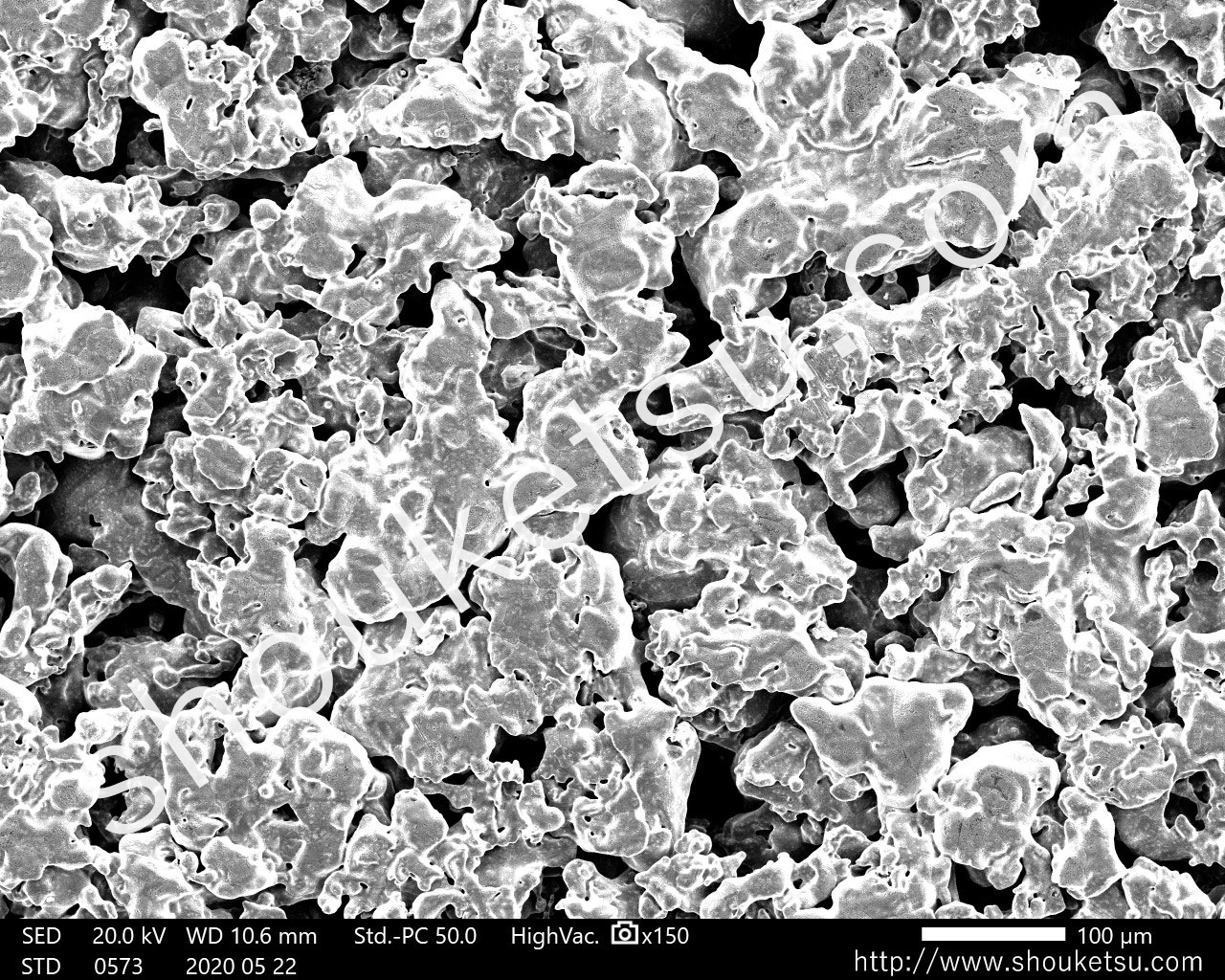
異形粉(イレギュラー粉)を使用した多孔質金属のSEM(走査型電子顕微鏡)画像 
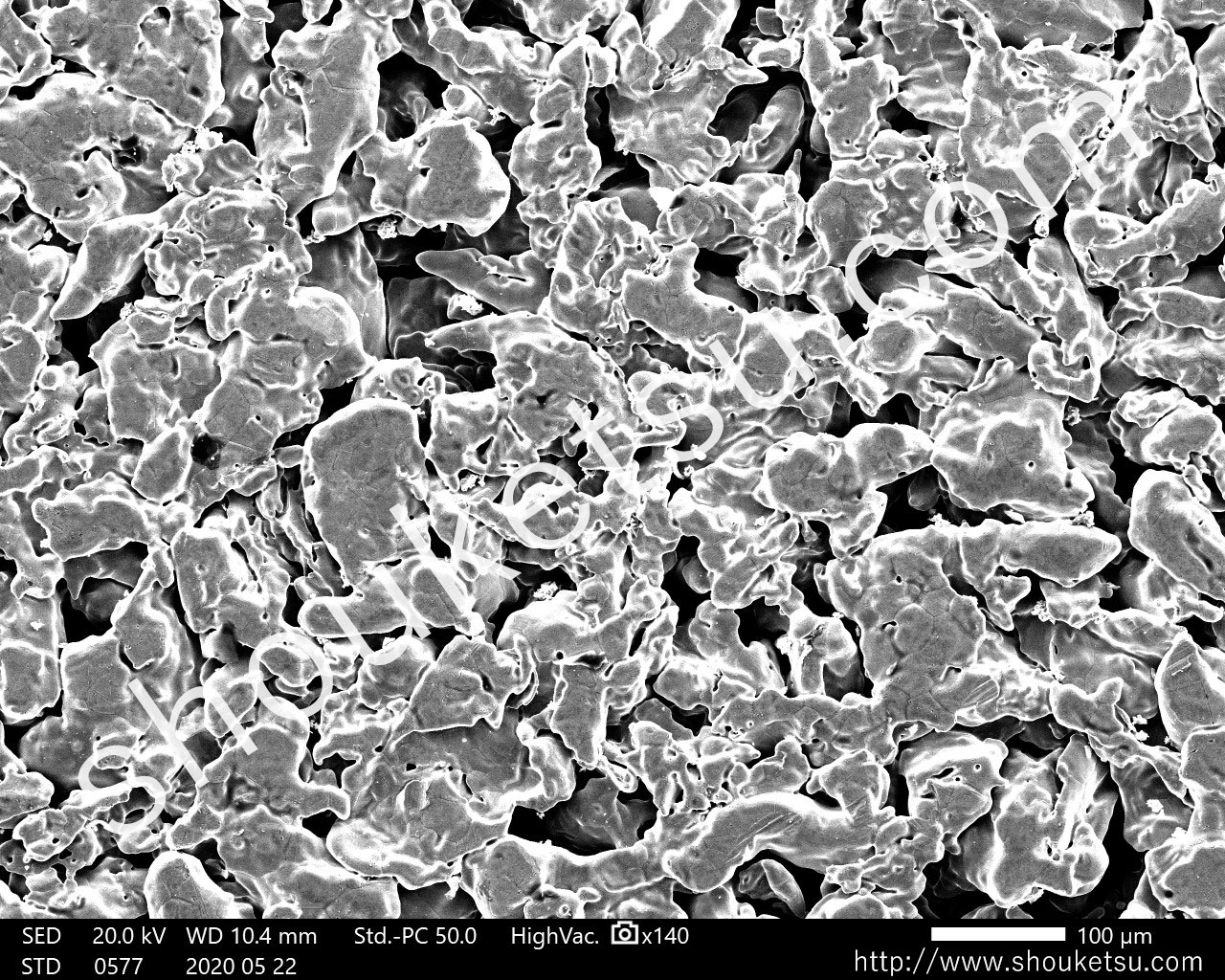
異形粉(イレギュラー粉)を使用した多孔質金属のSEM(走査型電子顕微鏡)画像 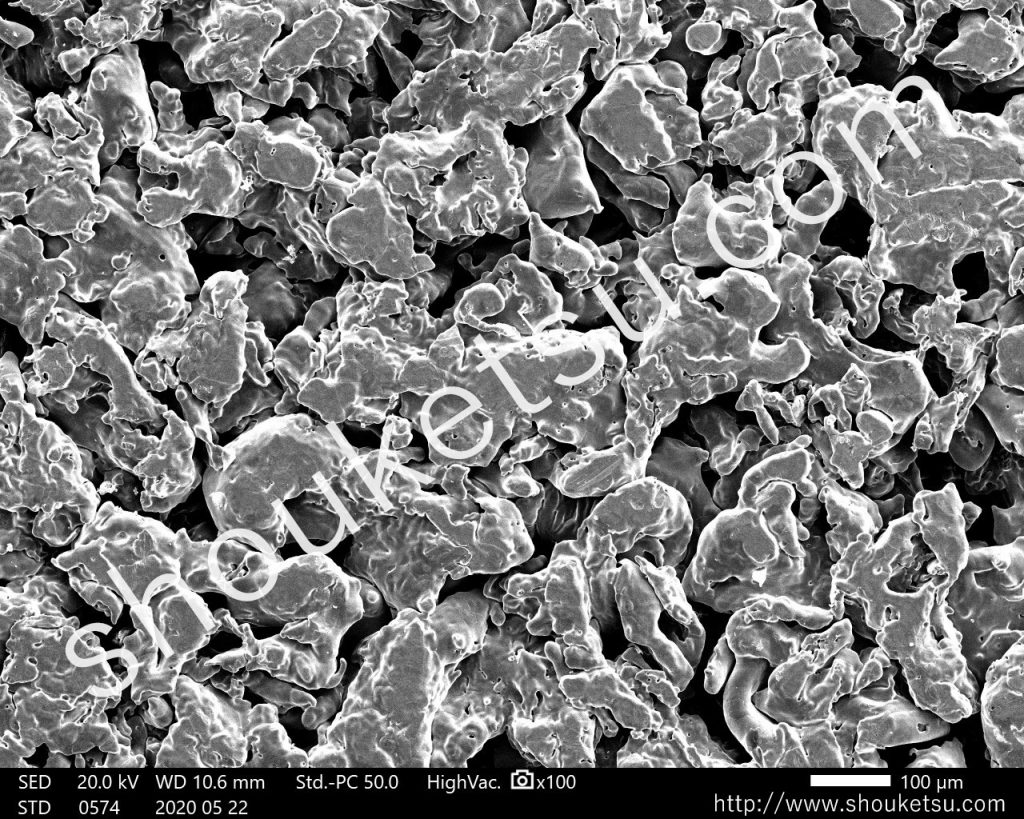
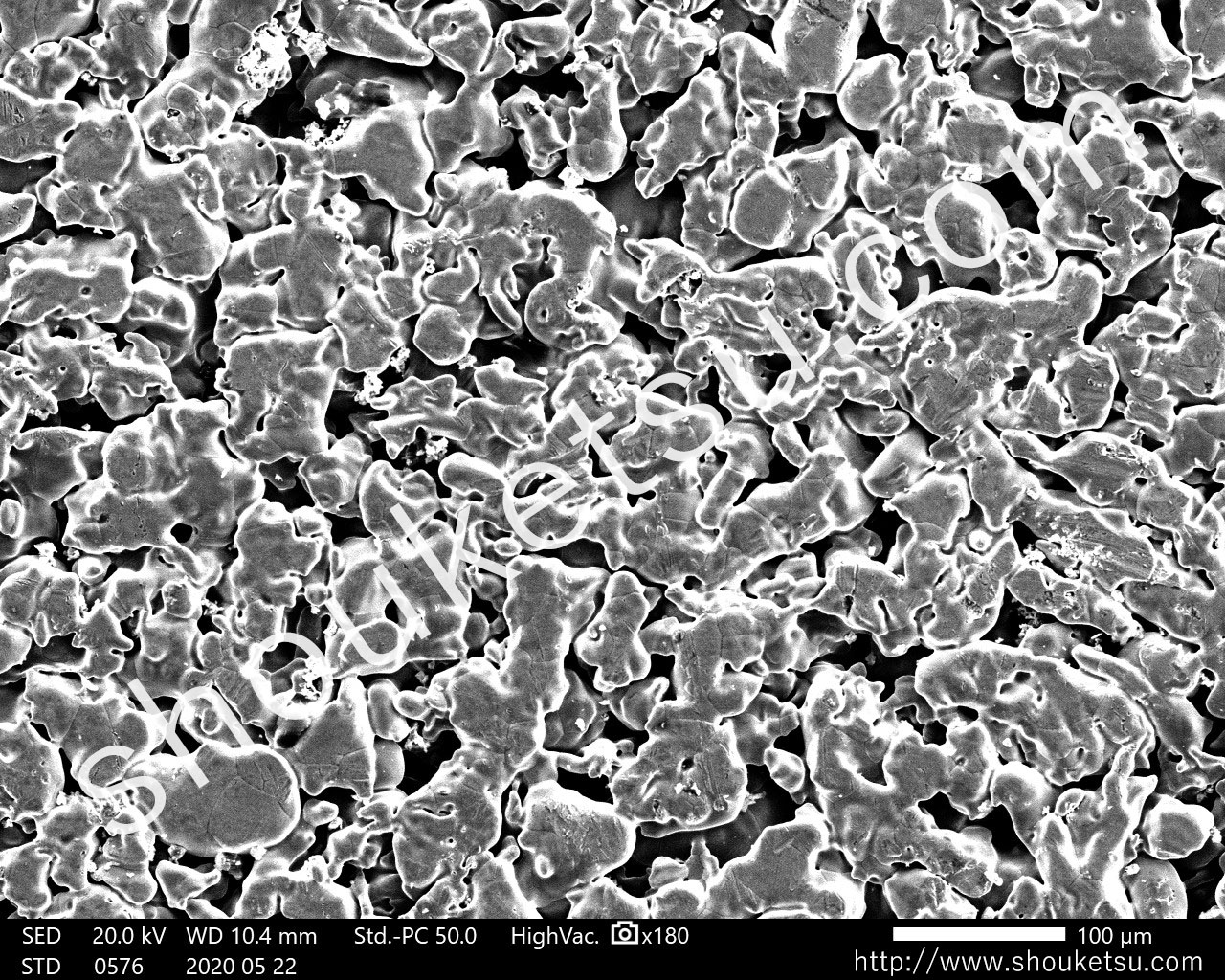
異形粉(イレギュラー粉)を使用した多孔質金属のSEM(走査型電子顕微鏡)画像 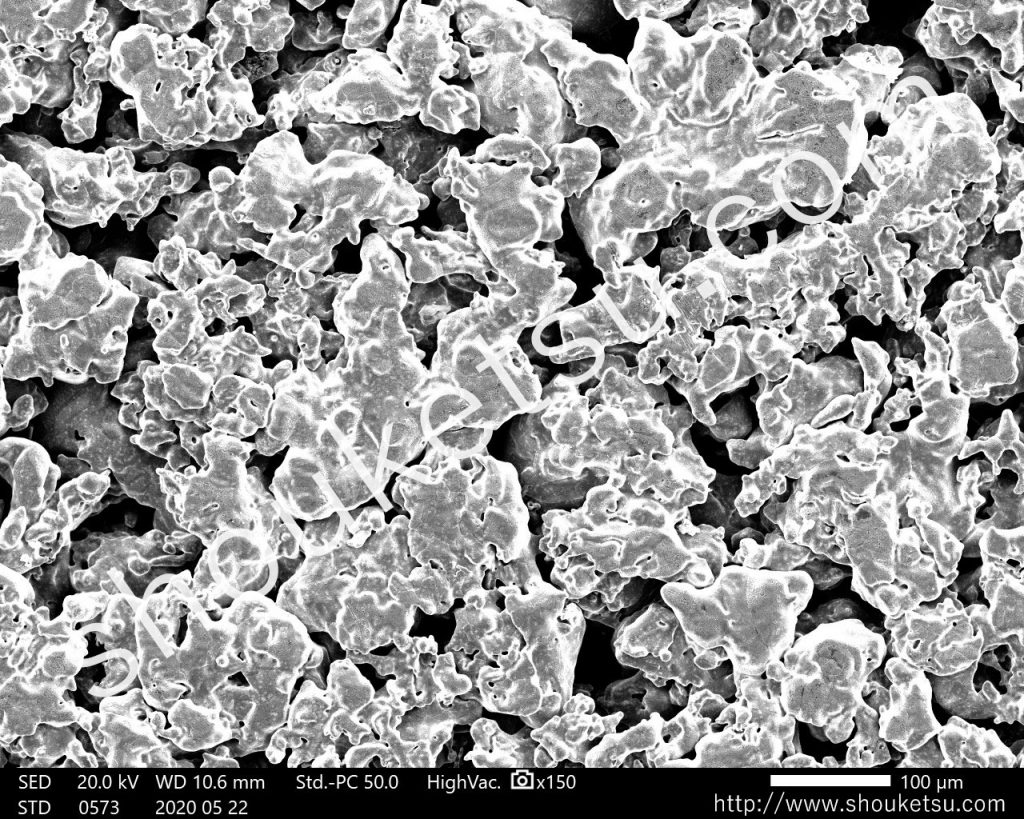
異形粉(イレギュラー粉)を使用した多孔質金属のSEM(走査型電子顕微鏡)画像 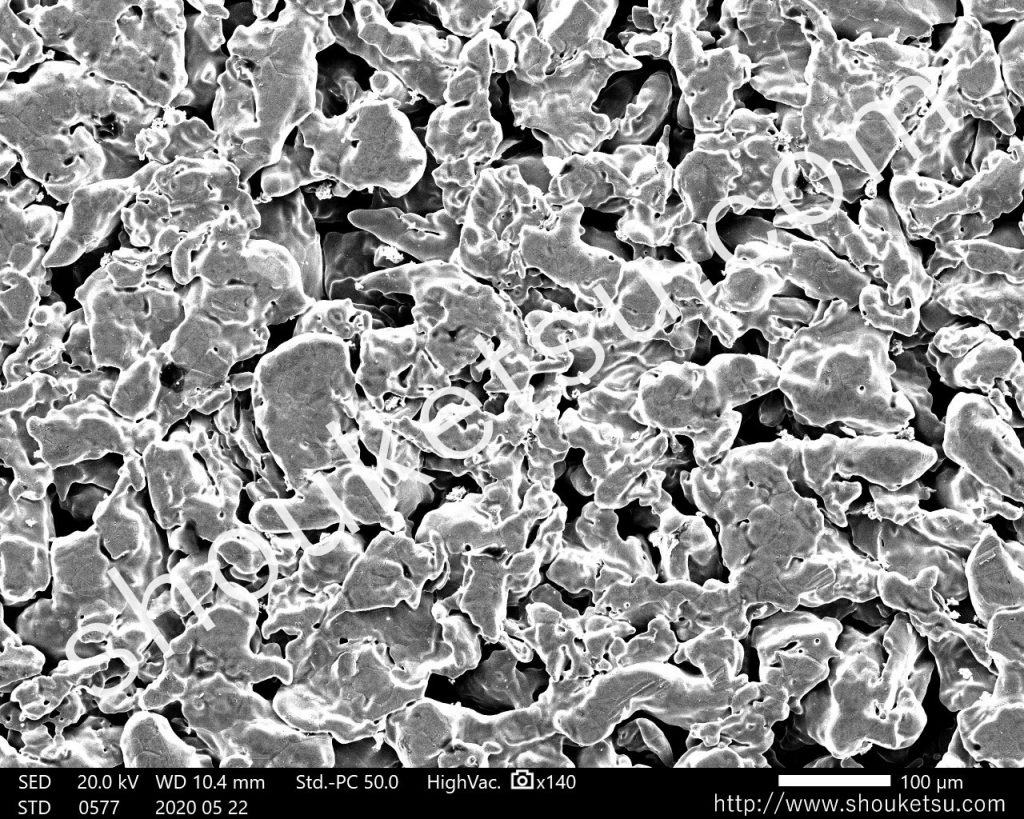
異形粉(イレギュラー粉)を使用した多孔質金属のSEM(走査型電子顕微鏡)画像 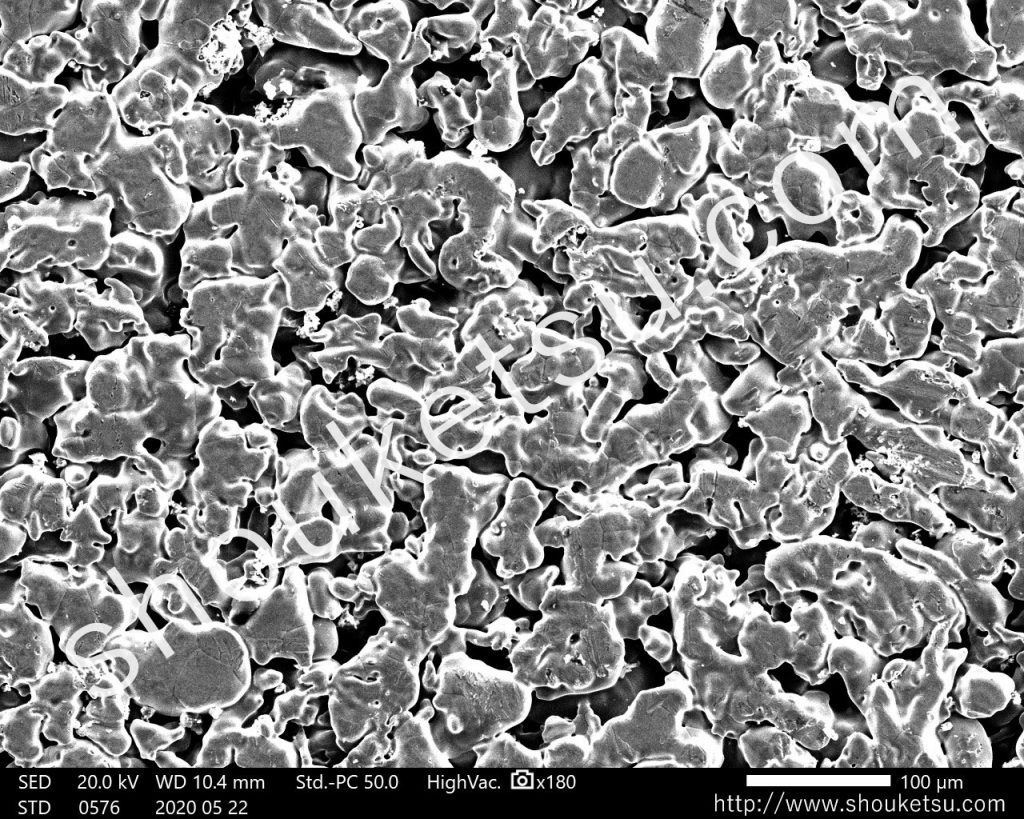
異形粉(イレギュラー粉)を使用した多孔質金属のSEM(走査型電子顕微鏡)画像 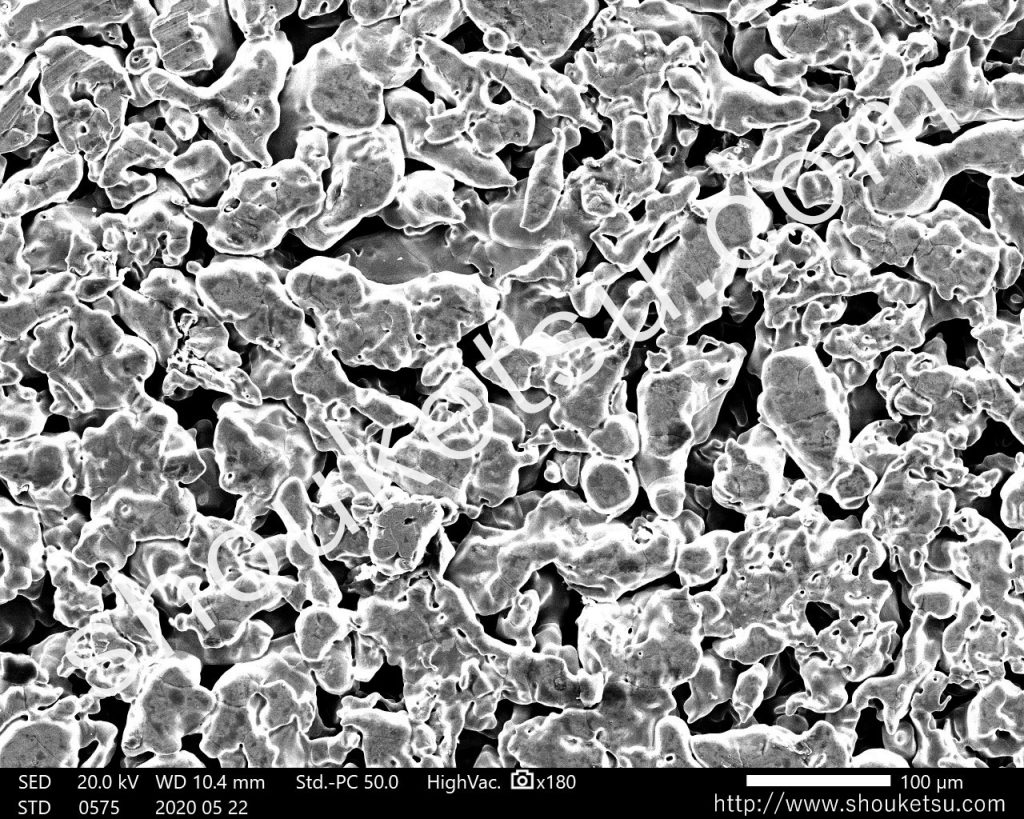
異形粉(イレギュラー粉)を使用した多孔質金属のSEM(走査型電子顕微鏡)画像
SUS焼結の素材
SUS製焼結金属フィルターは下記の種類で対応可能。
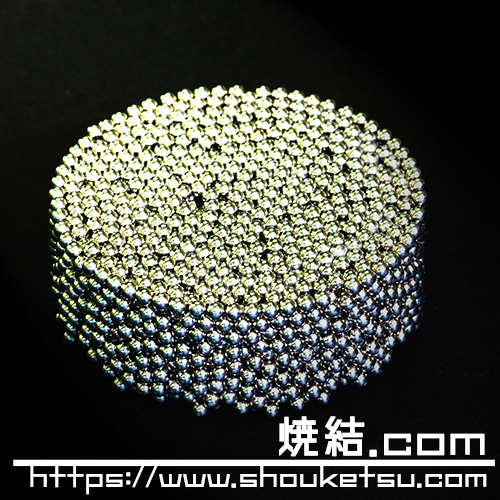
焼結金属
焼結金属は、金属粉末を焼結処理により結合させ、焼結体内部に複雑な流路を形成し、空間(気孔)を作りながらも強度を確保した多孔質金属
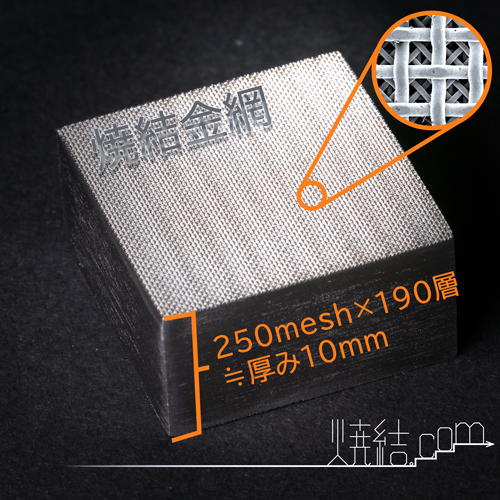
焼結金網
焼結金網は、金網を1枚から複数枚積層し、焼結処理(金網の線と線を溶着させる)を施した製品である。金網を積層し、焼結処理を施すことにより積層した層と層を一体化することが可能で①強度の確保、②正確な気孔径、③圧力損失の低減をバランスよく適えることが出来る多孔質金属
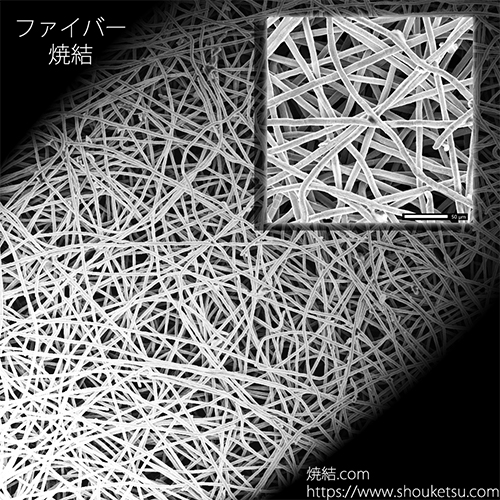
ファイバー焼結
ファイバー(金属繊維)焼結は、ファイバー(金属繊維)を圧縮成形し焼結処理を施した多孔質金属で、密度をコントロールすることにより強度・圧力損失のバランスを選択できる。厚みは0.3~1.0tと非常に薄く、密度は低い。濾過精度は標準的なモノで3~75μ。特殊仕様で0.5μまで対応可能
エッチング焼結
エッチング焼結プレートは、エッチングプレートを複数枚積層し焼結処理によりエッチングプレート同士を接合(溶着)させることにより、エッチングプレート単体での強度不足、厚み不足を補える、かつ、通常困難とされる板厚よりも小さい孔をあけることができる多孔質金属です

用途例

SUS粉末焼結フィルターにフランジ(M8-内ネジ)を溶接にて接合。漏れを防ぐため内ネジ突き当りにガスケットを設置できるように工夫。 
ステンレス焼結金属フィルターとねじ付金具を溶接にて接合 
1/4(6.35)配管内で液体内に気体を溶かし込むことを目的とし、効率化のためにガスを気泡化するためのバブリングシステム。 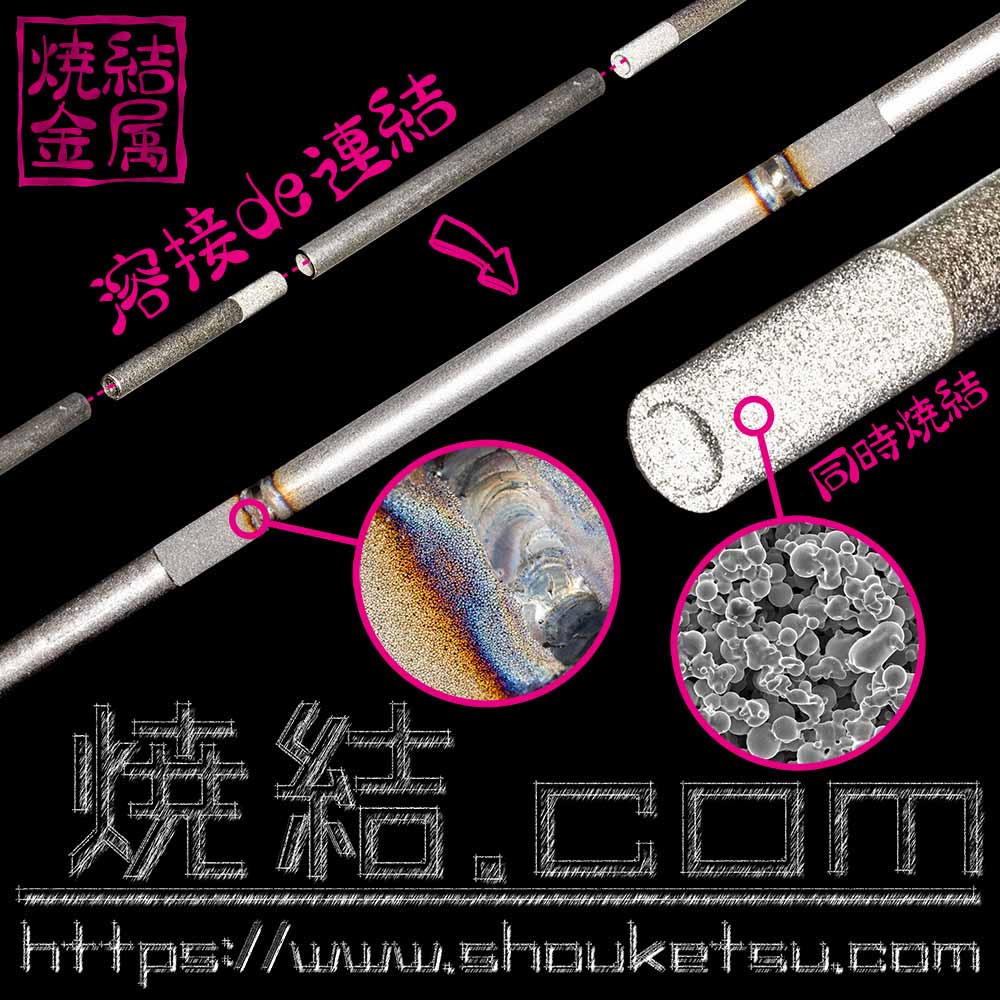
sus粉末の焼結体とsus管を同時焼結にて一体化させ、その同時焼結体とsus管を溶接で連結することにより、1mを超える長い整流管を製作することも可能 
焼結金属フィルターをM5継手に溶接接合。点溶接、全周溶接は用途により選択可能 
ステンレス(線径0.3mm)のカットワイヤーを焼結処理した多孔質金属 
ニップル形状の継手に焼結金網フィルターを全周溶接にて搭載。配管の単純化・効率化が期待できます .jpg)
焼結金網フィルター付ニップルの搭載構造をカシメと溶接とし、状態比較。使用環境に応じた搭載方法の選択が可能。 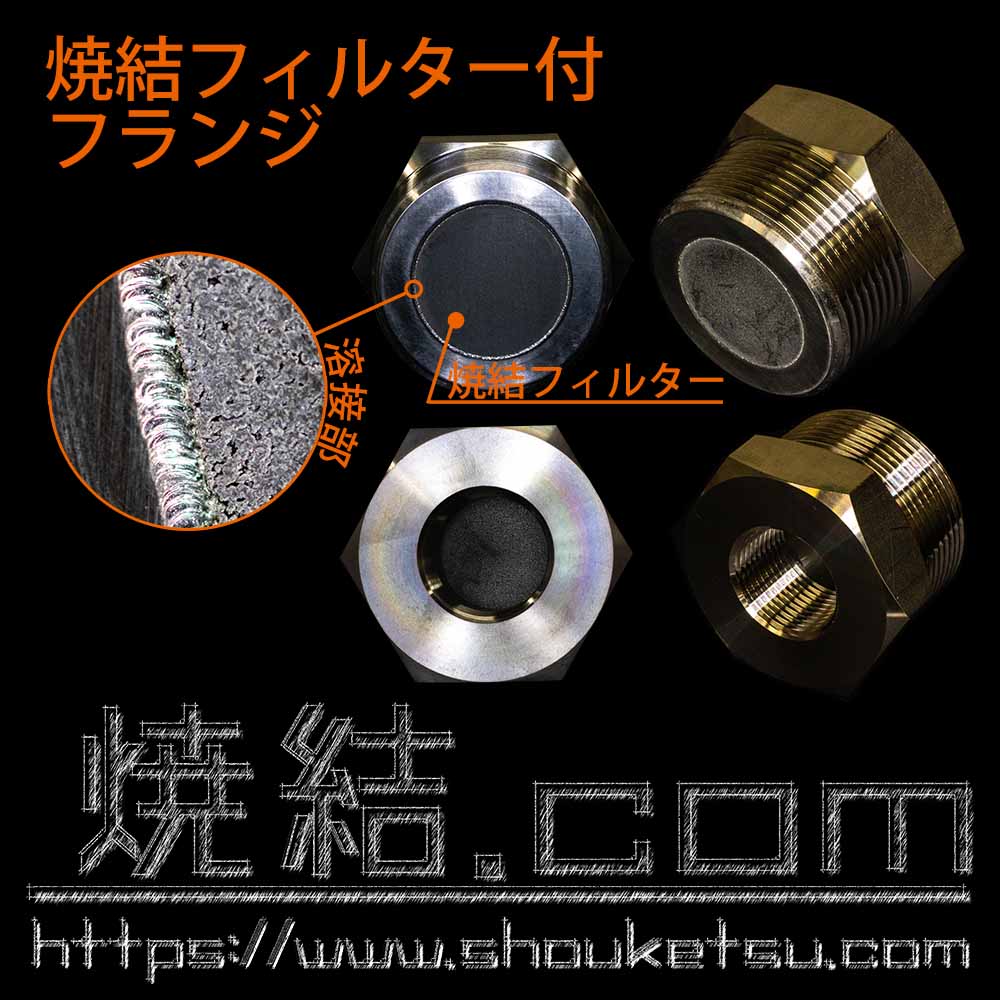
外ネジPT11/2(1インチ半)×内ネジPT3/4(6ブ)のソケット先端に焼結金属フィルターを溶接にて接合 
整流効果が期待でき、バブリングやセンサーケース、センサーカバーなどにも応用可能 
粉末焼結金属フィルターに段(溝)を加工することによりボルト頭が突出しない。また、Oリングやパッキンの溝を加工することも可能。※加工面は目詰まりを起こします 
SUSパイプの外径にSUS粉末焼結を同時焼結にて接合した製作例 
SUS焼結金属フィルターをロール加工により円筒形状に加工。突合せ溶接により端面を接合。焼結金属両端に金具を接合することによりチューブ継手とした製品例 
SUS粉末を使用した焼結金属フィルターを角形状に加工。用意したハウジングに挿入後、全周溶接にて接合。 
SUS316L焼結金属フィルターエレメントをロール加工し、突合せにて溶接接合。型では成形できなかったり条件が合致した場合にこのような製造方法により円筒形状(パイプ形状)の製品とする 
焼結金属フィルターの円筒形状(SUS316L)両端を金具と溶接。金具の形状・仕様は自由設計可能。 
焼結金網をロール加工+突合溶接にて円筒形状に加工し、更に3重に配置したハウジング 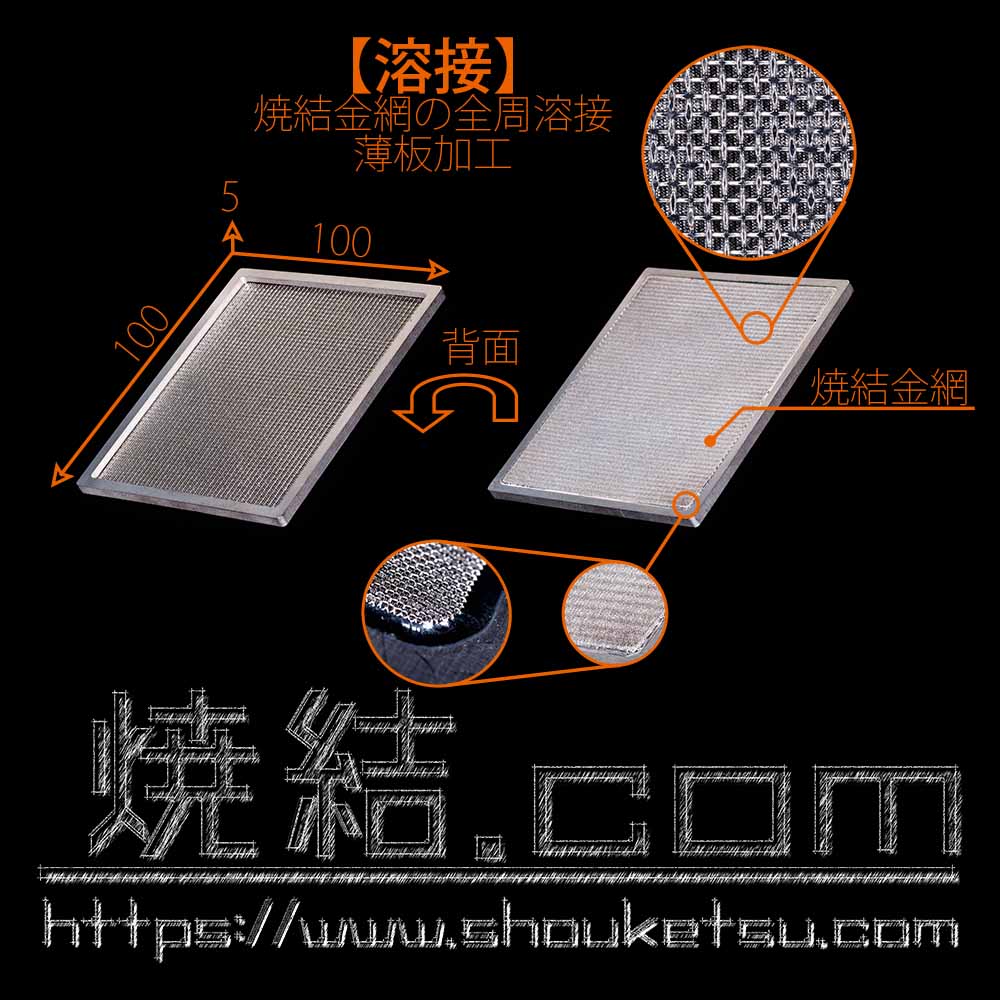
焼結金網の全周溶接加工事例。□100×100×t5のSUS薄板に焼結金網を挿入する溝を彫り込み、溶接を全周に施工。薄板の加工だけでも歪が大きく、ハードルは高い。 
焼結金網フィルターをフランジと溶接し、インラインフィルターとして設置出来る様にした製品。 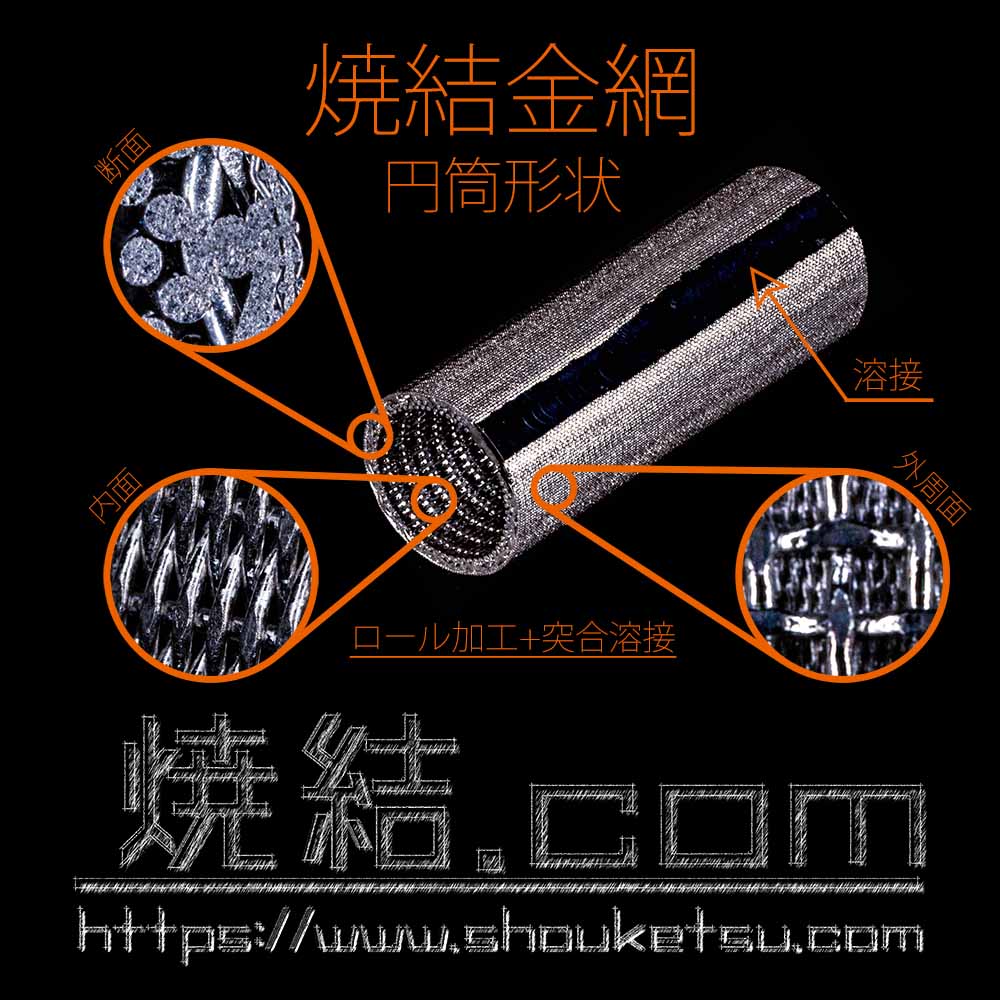
焼結金網をロール加工し、突合せ溶接により円筒形状に加工した製品。焼結金網の構成は目的により自由設計可能です 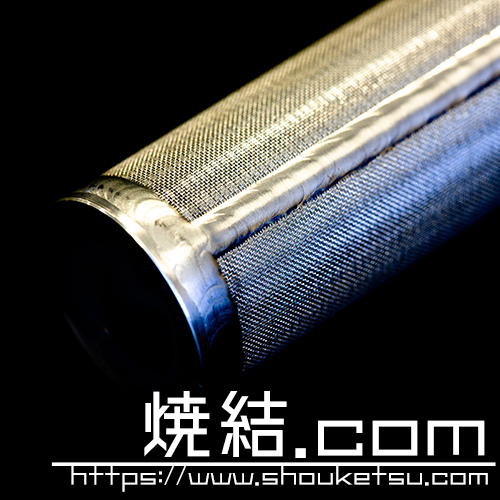
焼結金網製フィルター 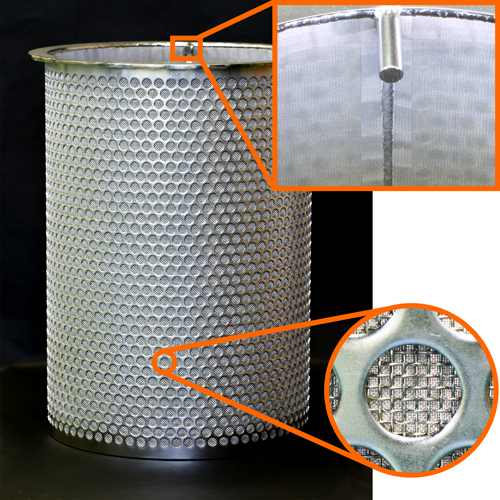
ストレーナー 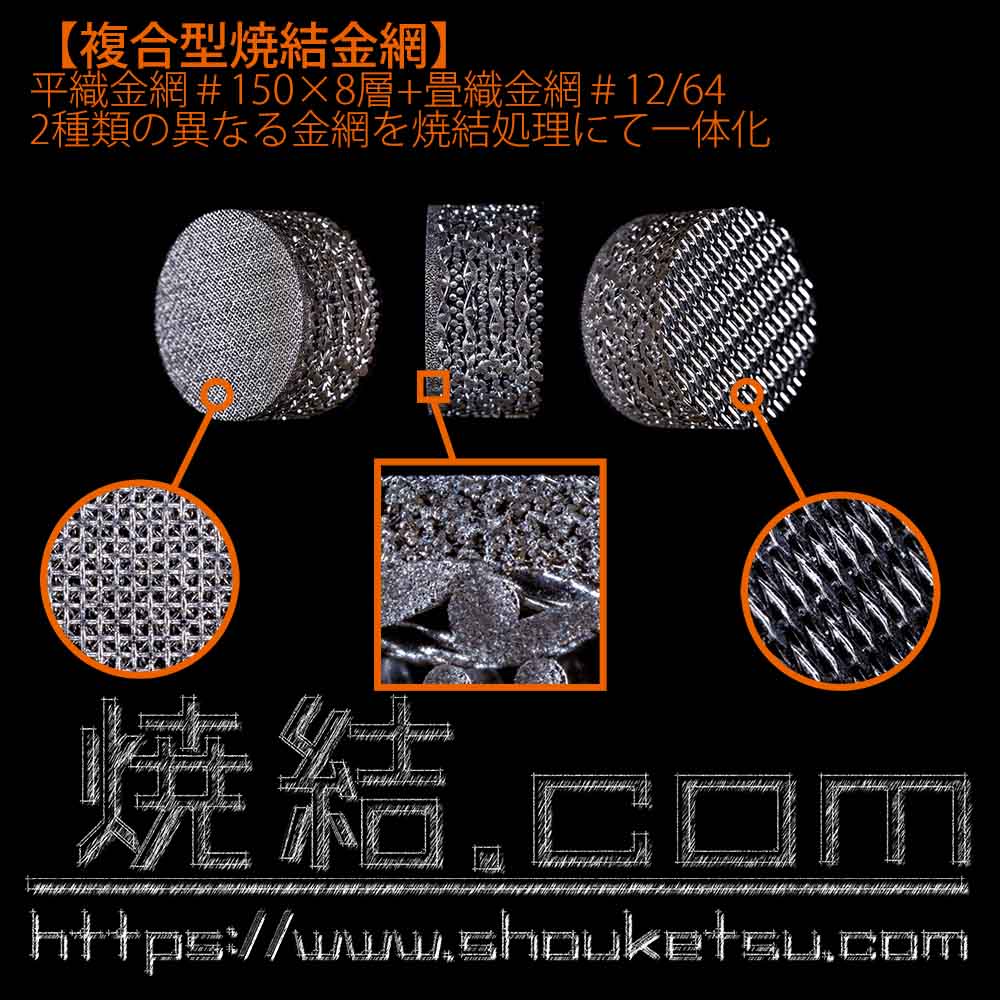
2種類の異なる金網を一体化した積層焼結金網。例では150mesh(平織金網)と12/64mesh(畳織金網)を複合化した製作例。一つの部品で2つの性能を担保可能。 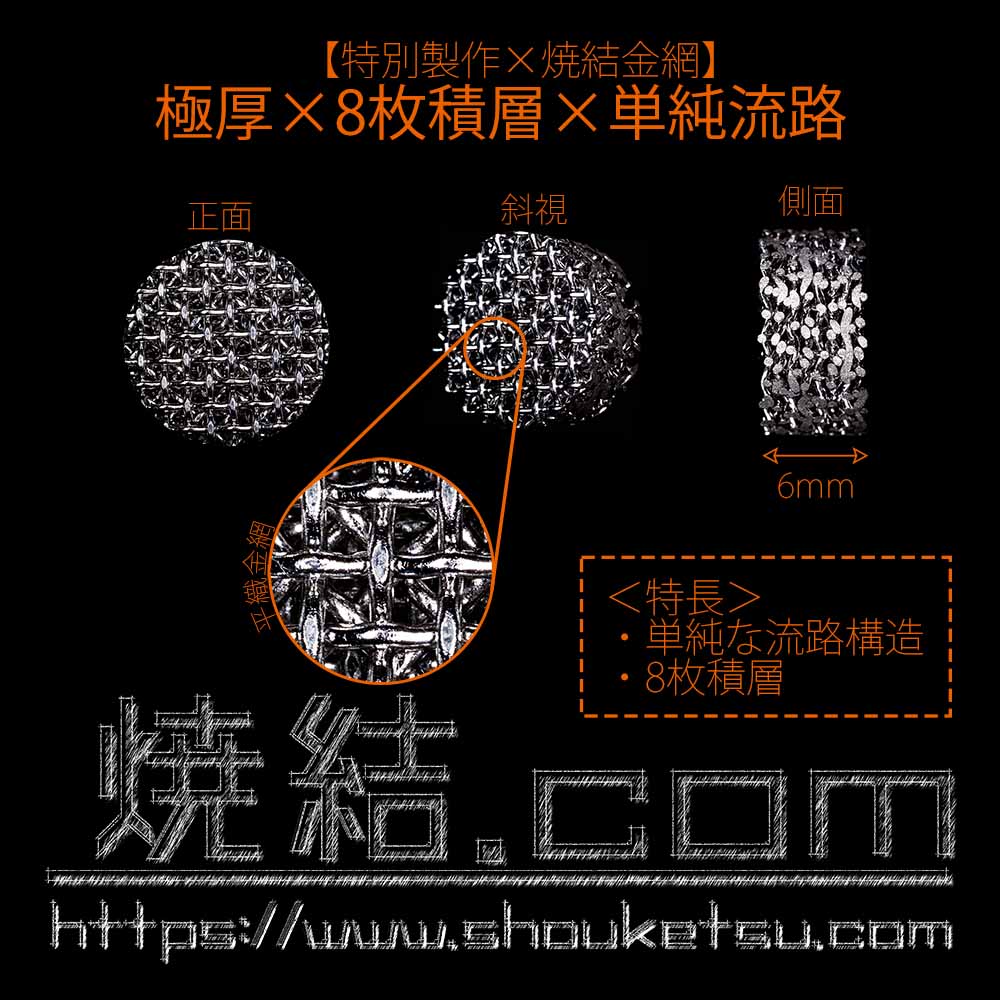
線径が太く、目の粗い平織金網を8枚積層し強度と厚みを両立した焼結金網。
防爆フィルター/フレームアレスター 焼結金網をロール加工+突合溶接にて円筒形状に加工し、更に3重に配置したハウジング 焼結金網フィルターをフランジと溶接し、インラインフィルターとして設置出来る様にした製品。 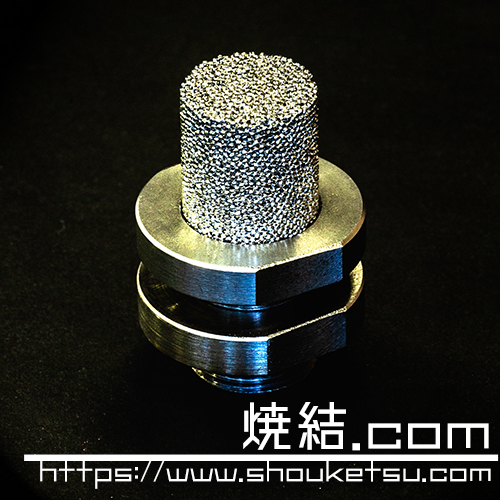
センサーケース SUS粉末焼結フィルターにフランジ(M8-内ネジ)を溶接にて接合。漏れを防ぐため内ネジ突き当りにガスケットを設置できるように工夫。 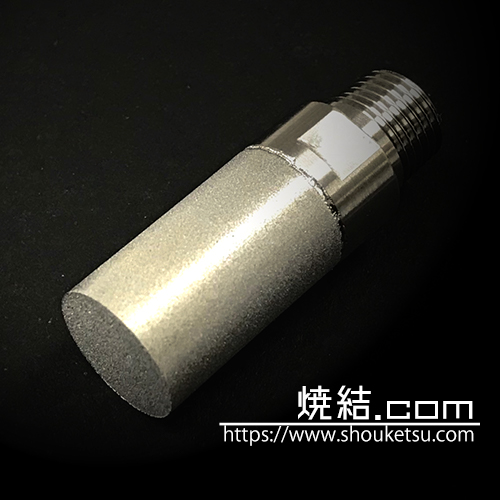
SUS焼結金属フィルター 2種類の異なる金網を一体化した積層焼結金網。例では150mesh(平織金網)と12/64mesh(畳織金網)を複合化した製作例。一つの部品で2つの性能を担保可能。
センサーケース SUSパイプの外径にSUS粉末焼結を同時焼結にて接合した製作例 SUS粉末焼結フィルターにフランジ(M8-内ネジ)を溶接にて接合。漏れを防ぐため内ネジ突き当りにガスケットを設置できるように工夫。 SUS焼結金属フィルター 焼結金網製フィルター 粉末焼結金属フィルターに段(溝)を加工することによりボルト頭が突出しない。また、Oリングやパッキンの溝を加工することも可能。※加工面は目詰まりを起こします 2種類の異なる金網を一体化した積層焼結金網。例では150mesh(平織金網)と12/64mesh(畳織金網)を複合化した製作例。一つの部品で2つの性能を担保可能。 ニップル形状の継手に焼結金網フィルターを全周溶接にて搭載。配管の単純化・効率化が期待できます 焼結金網フィルターをフランジと溶接し、インラインフィルターとして設置出来る様にした製品。
焼結金属フィルターをM5継手に溶接接合。点溶接、全周溶接は用途により選択可能 ニップル形状の継手に焼結金網フィルターを全周溶接にて搭載。配管の単純化・効率化が期待できます 焼結金網フィルター付ニップルの搭載構造をカシメと溶接とし、状態比較。使用環境に応じた搭載方法の選択が可能。 粉末焼結金属フィルターに段(溝)を加工することによりボルト頭が突出しない。また、Oリングやパッキンの溝を加工することも可能。※加工面は目詰まりを起こします 
SUS製焼結金網をハウジングに挿入し、接合方法にカシメを採用した製品。サイレンサー、フィルター、整流などの用途にご検討ください 
SUS製焼結金属フィルターエレメントをハウジングに挿入し、接合方法にカシメを採用した製品。サイレンサー、フィルター、整流などの用途にご検討ください センサーケース 2種類の異なる金網を一体化した積層焼結金網。例では150mesh(平織金網)と12/64mesh(畳織金網)を複合化した製作例。一つの部品で2つの性能を担保可能。 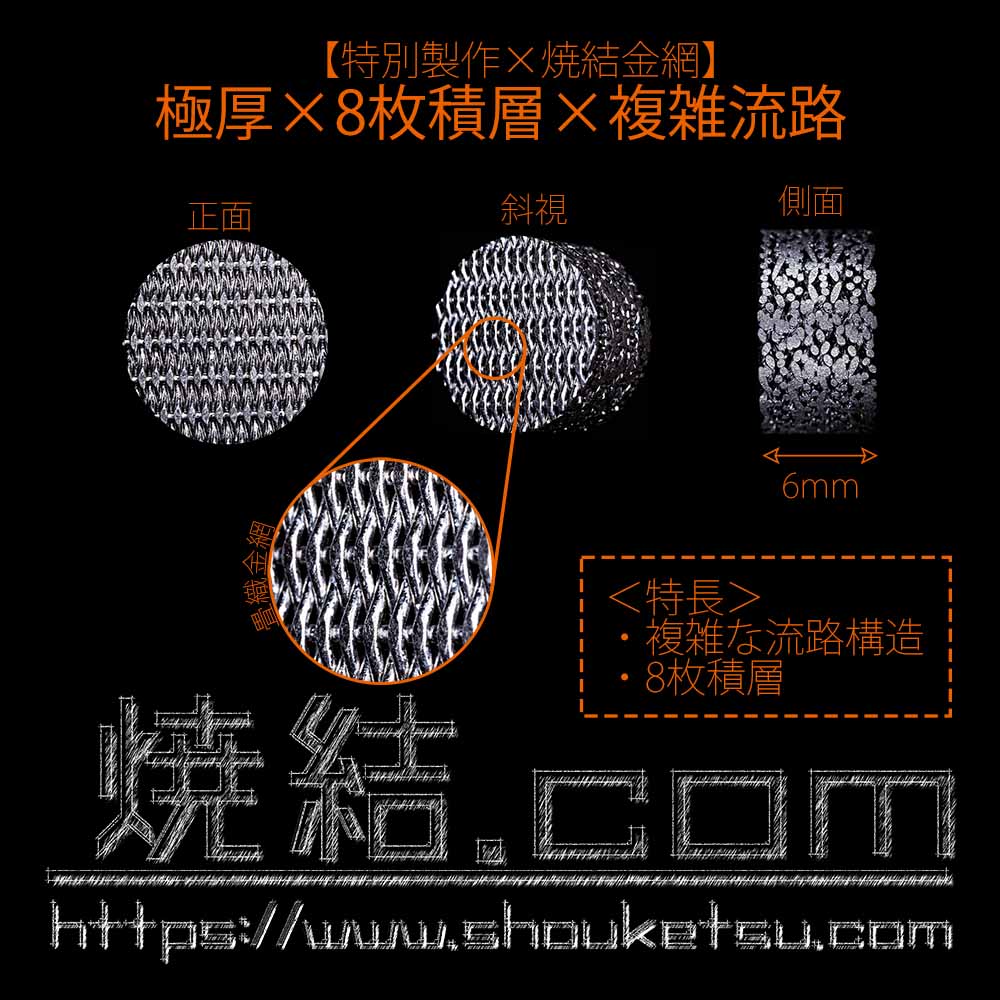
焼結金網で、構成を畳織金網を8枚積層した。複雑な流路を形成する畳織金網を8枚積層することによりさらに複雑な流路を形成することが可能

微細気泡 
サブミリバブル 1/4(6.35)配管内で液体内に気体を溶かし込むことを目的とし、効率化のためにガスを気泡化するためのバブリングシステム。 ステンレス焼結金属フィルターとねじ付金具を溶接にて接合 SUS粉末焼結フィルターにフランジ(M8-内ネジ)を溶接にて接合。漏れを防ぐため内ネジ突き当りにガスケットを設置できるように工夫。 焼結金属フィルターをM5継手に溶接接合。点溶接、全周溶接は用途により選択可能 外ネジPT11/2(1インチ半)×内ネジPT3/4(6ブ)のソケット先端に焼結金属フィルターを溶接にて接合 
焼結金属フィルター・多孔質金属を使用したバブリングノズルは無数に存在する微細な気孔により、整流効果が生まれる。特定の場所からのみ、発生箇所が少ないという問題は解消され、焼結金属フィルター・多孔質金属全面から気泡を発生することが可能 
バブリングノズルによる気泡発生の様子。肉眼で観察したバブリング状況と瞬間的に撮影したバブリング画像を比較することにより、気泡径・気泡発生量などが見て取れる 
焼結金網ノズルを組立式に構造設計し、内部や各部品ごとに洗浄・消毒・滅菌の施工しやすさを追求したノズル SUS粉末を使用した焼結金属フィルターを角形状に加工。用意したハウジングに挿入後、全周溶接にて接合。 焼結金属フィルターの円筒形状(SUS316L)両端を金具と溶接。金具の形状・仕様は自由設計可能。 SUS焼結金属フィルターをロール加工により円筒形状に加工。突合せ溶接により端面を接合。焼結金属両端に金具を接合することによりチューブ継手とした製品例 SUS316L焼結金属フィルターエレメントをロール加工し、突合せにて溶接接合。型では成形できなかったり条件が合致した場合にこのような製造方法により円筒形状(パイプ形状)の製品とする
ステンレス焼結金属フィルターとねじ付金具を溶接にて接合 ニップル形状の継手に焼結金網フィルターを全周溶接にて搭載。配管の単純化・効率化が期待できます 焼結金属フィルターをM5継手に溶接接合。点溶接、全周溶接は用途により選択可能 ステンレス(線径0.3mm)のカットワイヤーを焼結処理した多孔質金属 sus粉末の焼結体とsus管を同時焼結にて一体化させ、その同時焼結体とsus管を溶接で連結することにより、1mを超える長い整流管を製作することも可能 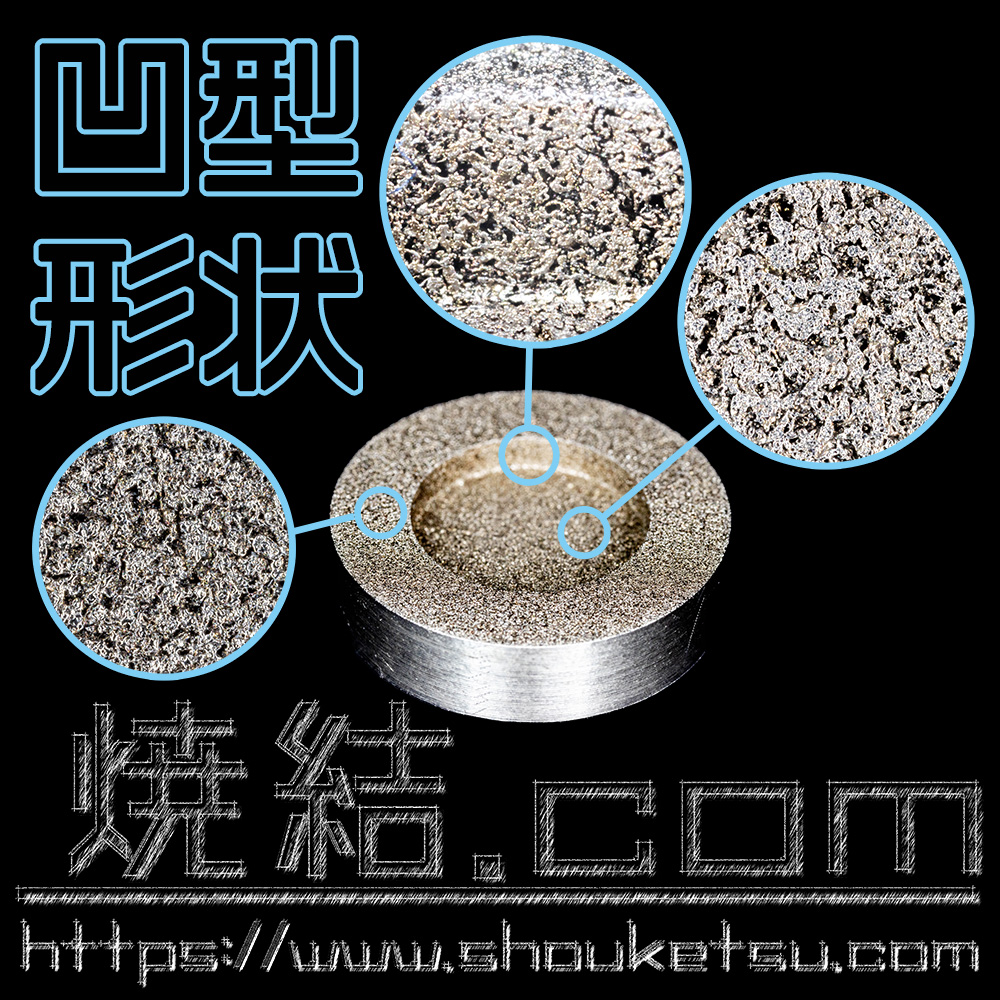
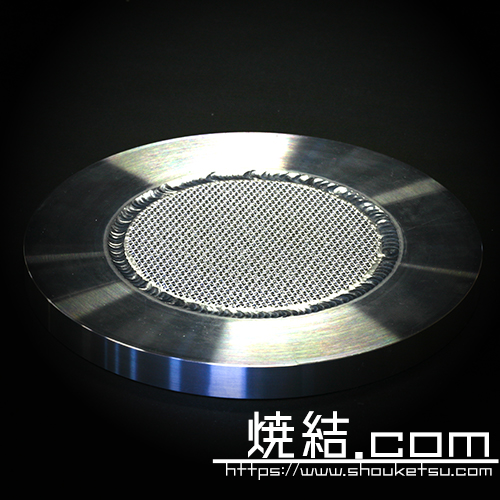
多孔質金属の焼結金属フィルターに凹型形状の加工を施工。加工後も焼結金属フィルターの特長である気孔を保有(目詰まりがない)。通常、焼結金属フィルターでは、寸法精度・複雑な形状を形成することは不可能とされているが、この加工技術により寸法精度・複雑形状化を著しく向上できる。 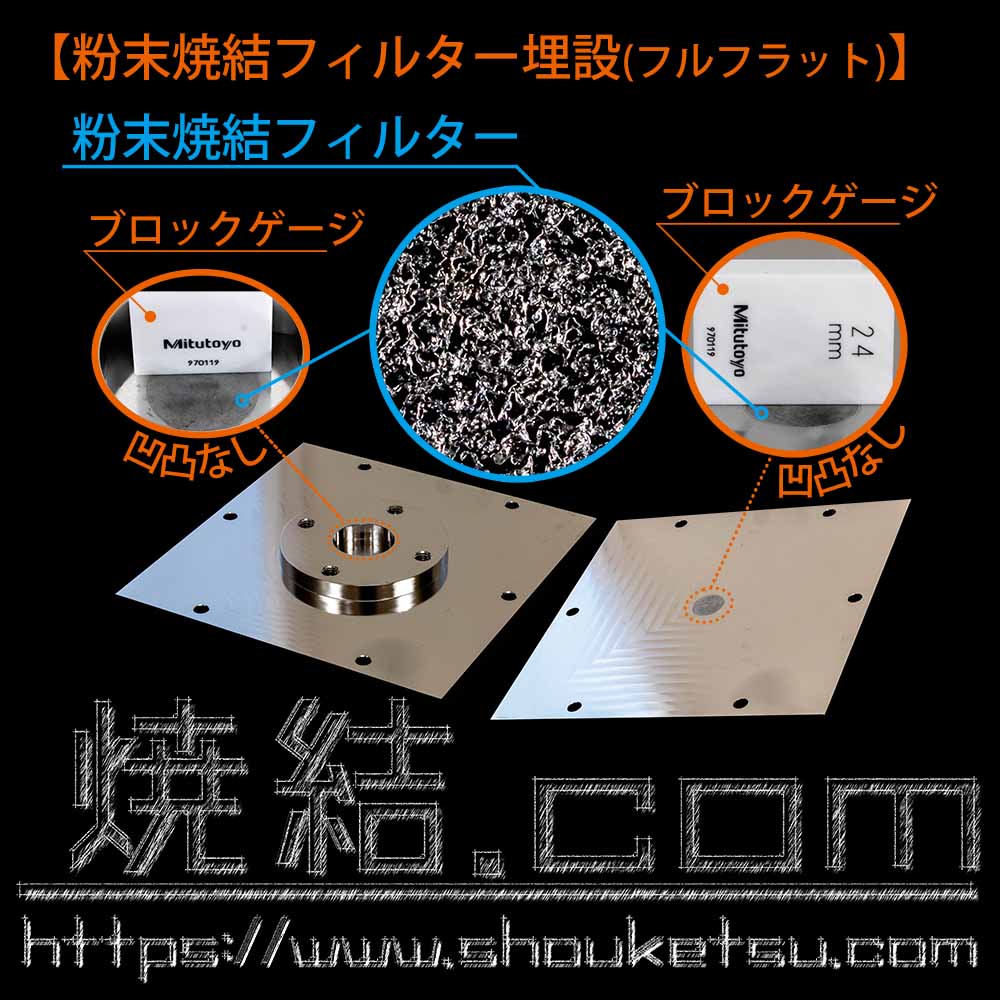
多孔質金属をハウジングに埋設し、フラットになるように設計・製作。ハウジングとの段差をなくし、フラットにすることのメリットは大きく、吸着プレートや浮遊プレートに特に効果を期待できます 整流効果が期待でき、バブリングやセンサーケース、センサーカバーなどにも応用可能 SUSパイプの外径にSUS粉末焼結を同時焼結にて接合した製作例 外ネジPT11/2(1インチ半)×内ネジPT3/4(6ブ)のソケット先端に焼結金属フィルターを溶接にて接合 粉末焼結金属フィルターに段(溝)を加工することによりボルト頭が突出しない。また、Oリングやパッキンの溝を加工することも可能。※加工面は目詰まりを起こします SUS粉末を使用した焼結金属フィルターを角形状に加工。用意したハウジングに挿入後、全周溶接にて接合。 焼結金網の全周溶接加工事例。□100×100×t5のSUS薄板に焼結金網を挿入する溝を彫り込み、溶接を全周に施工。薄板の加工だけでも歪が大きく、ハードルは高い。 SUS焼結金属フィルターをロール加工により円筒形状に加工。突合せ溶接により端面を接合。焼結金属両端に金具を接合することによりチューブ継手とした製品例 焼結金属フィルターの円筒形状(SUS316L)両端を金具と溶接。金具の形状・仕様は自由設計可能。 SUS316L焼結金属フィルターエレメントをロール加工し、突合せにて溶接接合。型では成形できなかったり条件が合致した場合にこのような製造方法により円筒形状(パイプ形状)の製品とする 焼結金網ノズルを組立式に構造設計し、内部や各部品ごとに洗浄・消毒・滅菌の施工しやすさを追求したノズル 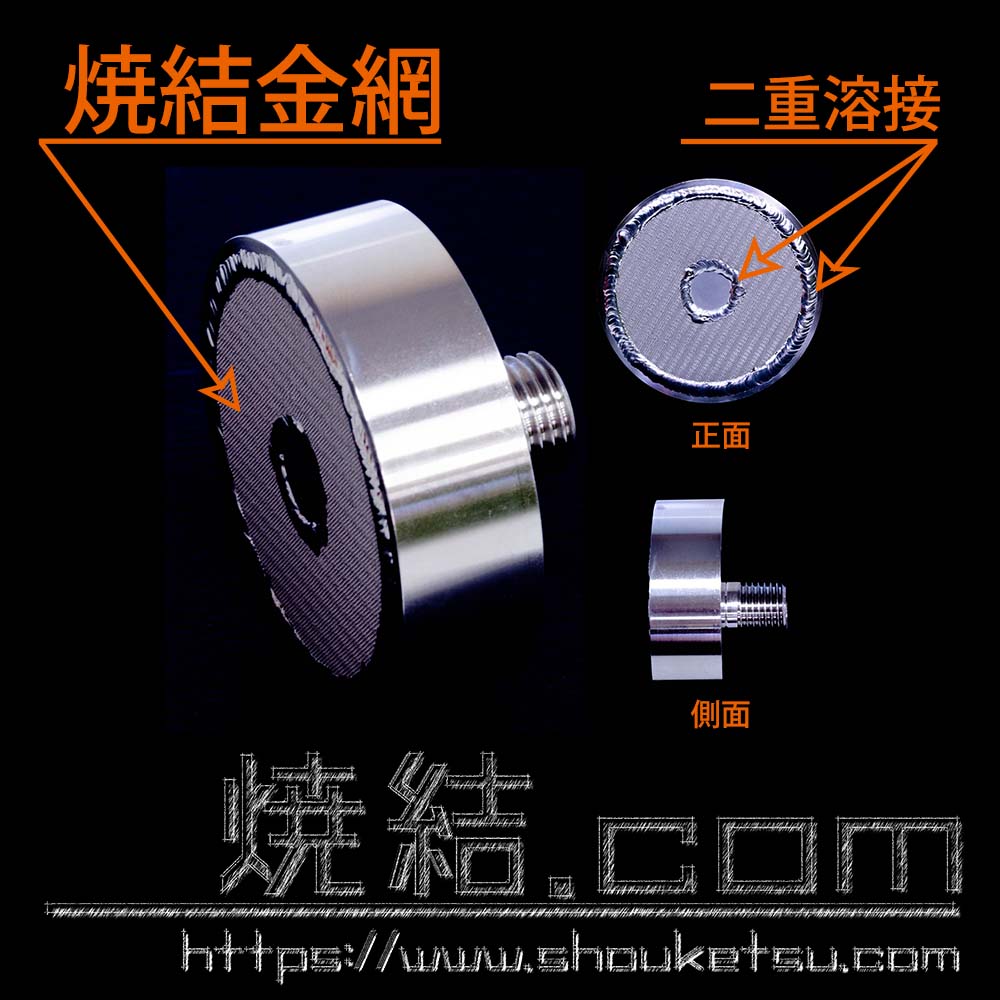
焼結金網をハウジングに装着後内・外の二重に溶接を施工 焼結金網をロール加工し、突合せ溶接により円筒形状に加工した製品。焼結金網の構成は目的により自由設計可能です
多孔質金属の焼結金属フィルターに凹型形状の加工を施工。加工後も焼結金属フィルターの特長である気孔を保有(目詰まりがない)。通常、焼結金属フィルターでは、寸法精度・複雑な形状を形成することは不可能とされているが、この加工技術により寸法精度・複雑形状化を著しく向上できる。 焼結金属フィルターをM5継手に溶接接合。点溶接、全周溶接は用途により選択可能 バブリングノズルによる気泡発生の様子。肉眼で観察したバブリング状況と瞬間的に撮影したバブリング画像を比較することにより、気泡径・気泡発生量などが見て取れる 
芳香金属〜金属から香水の香り〜 
SUSの焼結金属フィルター(多孔質金属)の立方体全面(6面)に複雑形状を施した加工事例。通常であれば、2面の加工となるが、当社では全面において複雑形状化することが可能
素材形状例

SUS製焼結金属(多孔質)の製作実例


での複雑形状の多孔質焼結体")













")
")
")
")
")





焼結のプリーツ加工")
焼結のプリーツ加工")






")



まで延長")

")
")



の焼結金網フィルターも製作可能です。")

")

サンプルについて
サンプルのご用意がございます。お問い合わせページより必要事項を記入の上、ご請求願います。