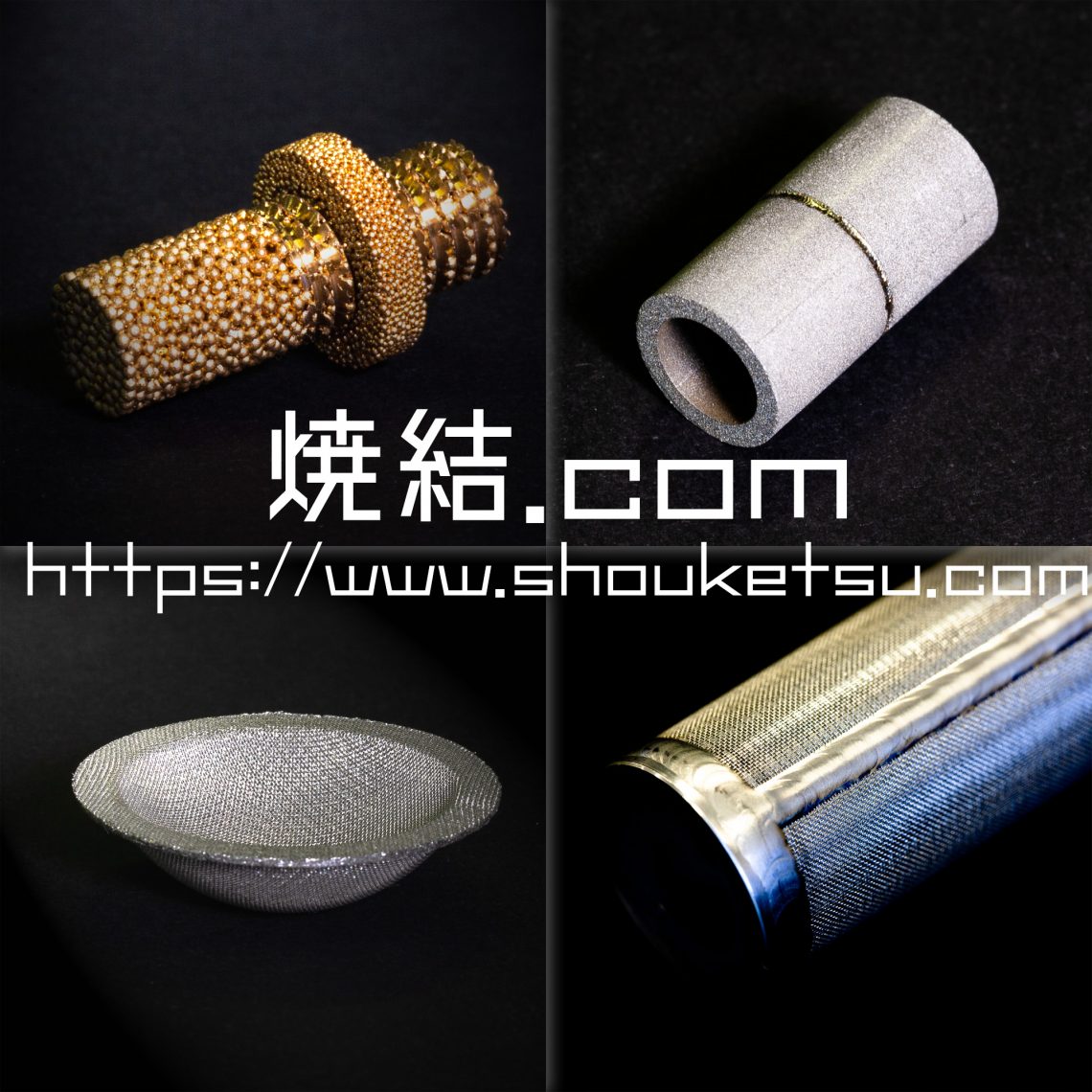
焼結金属フィルター・多孔質体の溶接、切削、同時焼結、カシメの実績
焼結金属フィルター(多孔質金属)に二次加工(溶接、切削、同時焼結、カシメ)を施すことが可能です。よくありがちなのは焼結メーカーは焼結処理しか請けないということが当社の耳にも入ってきます。これは凄く残念なことです。ユーザー様は焼結フィルター単体でご使用されることはまずありません。焼結金属には必ずと言っていいほどハウジングやケーシング、フランジといった金具が必要となるハズです。確かに、焼結処理は熱処理であり、2次加工は別業種なのかも知れません。しかしながら、ユーザー様にとって、接続の方法が同時になければ使用できないことになります。そこで当社では二次加工まで含めたご提案を基準に開発しております。2次工程に溶接があれば溶接に向いた形状、切削ならば切削しやすい形状、同時焼結であれば同時焼結に向いた形状、カシメであればカシメに向いた寸法形状でご提案させて頂けるからこそ、専門メーカーであり当社の役割であると考えます。また、焼結金属フィルター、多孔質金属の専門メーカーであるからこそ、用途に向いた仕様のご提案も可能となり、多孔質金属の構造・仕様も重要なスペックですが、アッセンブリで台無しとなるケースは山ほどございます。トータルでお任せ頂ければ幸いです。
溶接
多孔質金属に溶接を施すことは非常に難しく、経験とノウハウを要します。 また、焼結金属フィルターと金属加工品との溶接は更に難易度が高くなります。 理由は極シンプルで熱が瞬間的に伝わり溶けてしまうからです. 焼結金属と金具の溶接では同じ材質であっても熱伝導性に差が生じます.結果溶かしてしまうということを多々伺います. 弊社では『ロー付』は致しません.それは弊社製品のすべては開気孔を有しており,『ロー付』を施工してしまいますと せっかくの開気孔がロー材の侵入により塞がれてしまうからであります. ロー材は非常に濡れ性が良く,銅材の接合にはよく用いられますが焼結金属フィルターエレメントには不向きです. ですので弊社では溶接技術を習得することにより上記問題を解消しました


ステンレス焼結金属フィルターとねじ付金具を溶接にて接合 
1/4(6.35)配管内で液体内に気体を溶かし込むことを目的とし、効率化のためにガスを気泡化するためのバブリングシステム。 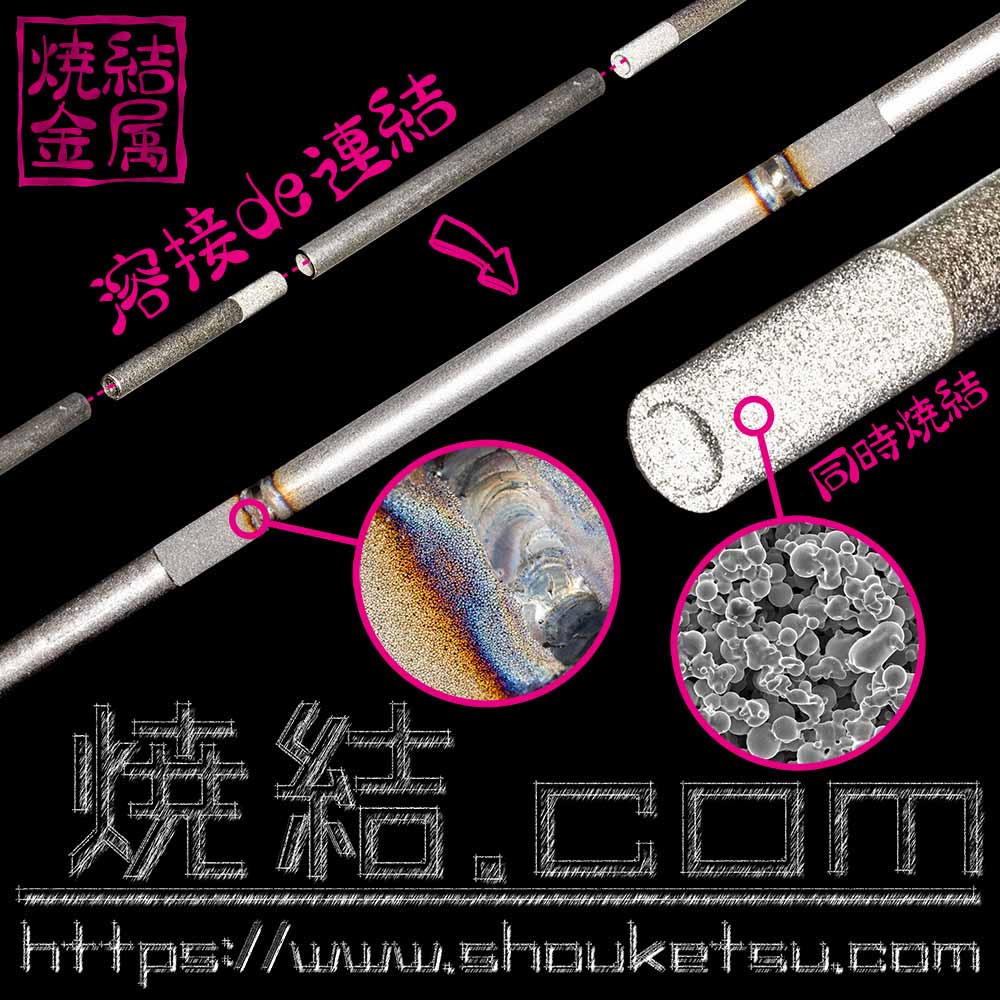
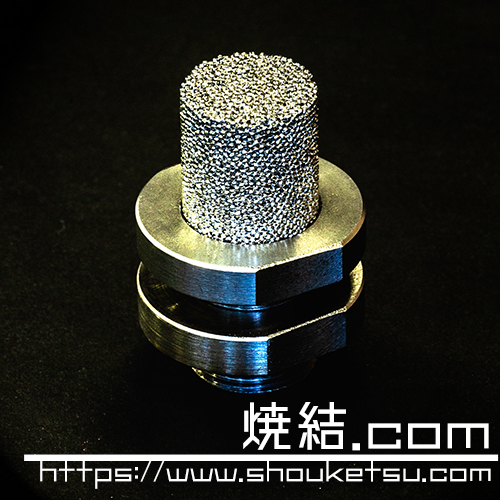
sus粉末の焼結体とsus管を同時焼結にて一体化させ、その同時焼結体とsus管を溶接で連結することにより、1mを超える長い整流管を製作することも可能 
焼結金属フィルターをM5継手に溶接接合。点溶接、全周溶接は用途により選択可能 
ニップル形状の継手に焼結金網フィルターを全周溶接にて搭載。配管の単純化・効率化が期待できます 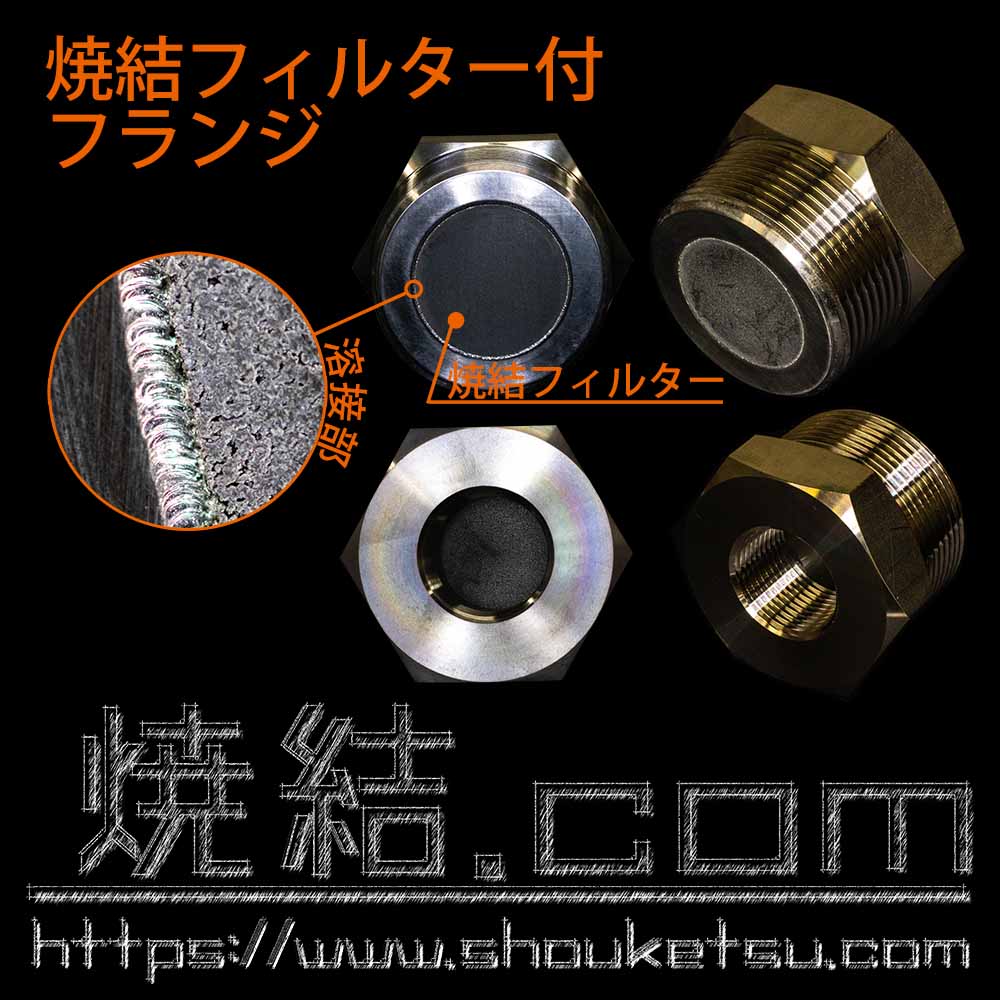
外ネジPT11/2(1インチ半)×内ネジPT3/4(6ブ)のソケット先端に焼結金属フィルターを溶接にて接合 
焼結金網をロール加工+突合溶接にて円筒形状に加工し、更に3重に配置したハウジング 
焼結金網ノズルを組立式に構造設計し、内部や各部品ごとに洗浄・消毒・滅菌の施工しやすさを追求したノズル 
SUS粉末を使用した焼結金属フィルターを角形状に加工。用意したハウジングに挿入後、全周溶接にて接合。 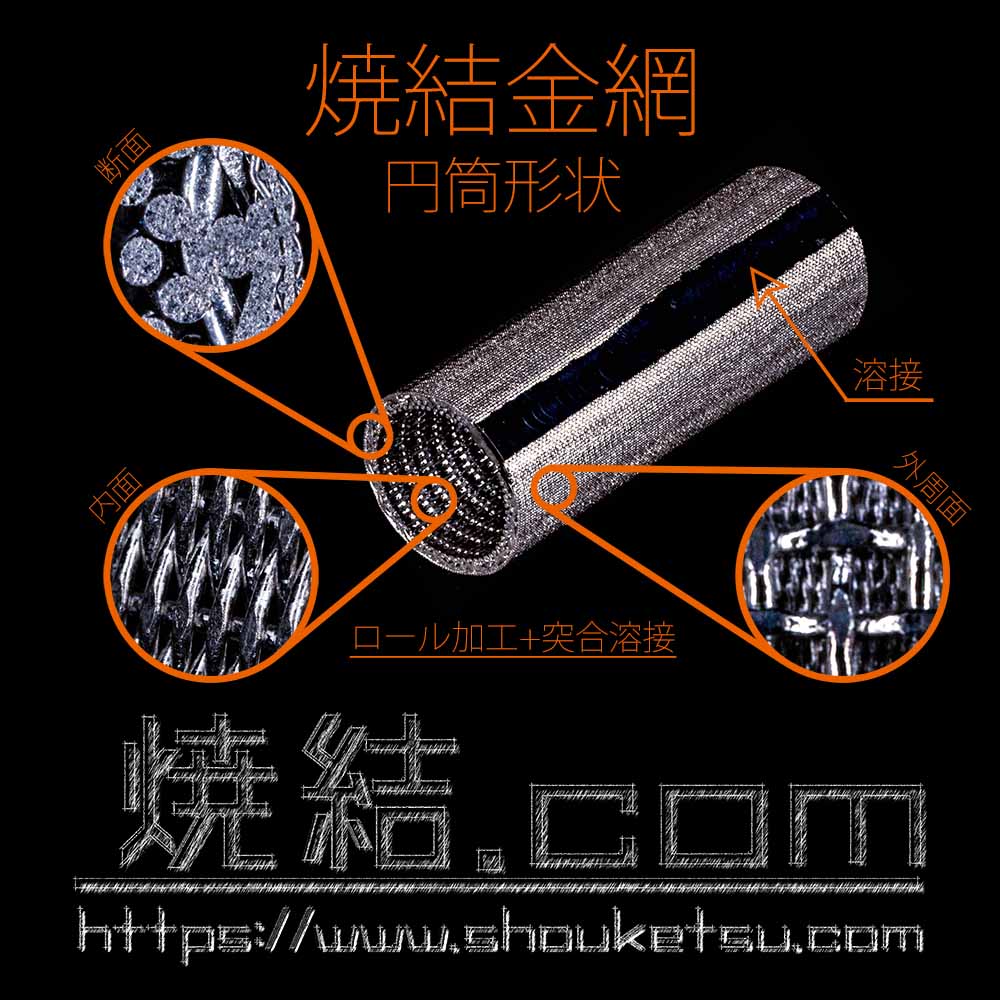
焼結金網をロール加工し、突合せ溶接により円筒形状に加工した製品。焼結金網の構成は目的により自由設計可能です 
SUS316L焼結金属フィルターエレメントをロール加工し、突合せにて溶接接合。型では成形できなかったり条件が合致した場合にこのような製造方法により円筒形状(パイプ形状)の製品とする 
焼結金網をハウジングに装着後内・外の二重に溶接を施工 
焼結金網フィルターをフランジと溶接し、インラインフィルターとして設置出来る様にした製品。 
SUS粉末焼結フィルターにフランジ(M8-内ネジ)を溶接にて接合。漏れを防ぐため内ネジ突き当りにガスケットを設置できるように工夫。 
SUS焼結金属フィルター 
SUS焼結金属フィルターをロール加工により円筒形状に加工。突合せ溶接により端面を接合。焼結金属両端に金具を接合することによりチューブ継手とした製品例 
焼結金属フィルターの円筒形状(SUS316L)両端を金具と溶接。金具の形状・仕様は自由設計可能。 
SUS焼結金属フィルターエレメントの加工(溶接) 
防爆フィルター/フレームアレスター 
焼結金属フィルター・多孔質金属を使用したバブリングノズルは無数に存在する微細な気孔により、整流効果が生まれる。特定の場所からのみ、発生箇所が少ないという問題は解消され、焼結金属フィルター・多孔質金属全面から気泡を発生することが可能 
1メートルの焼結金網 
焼結金網製フィルター 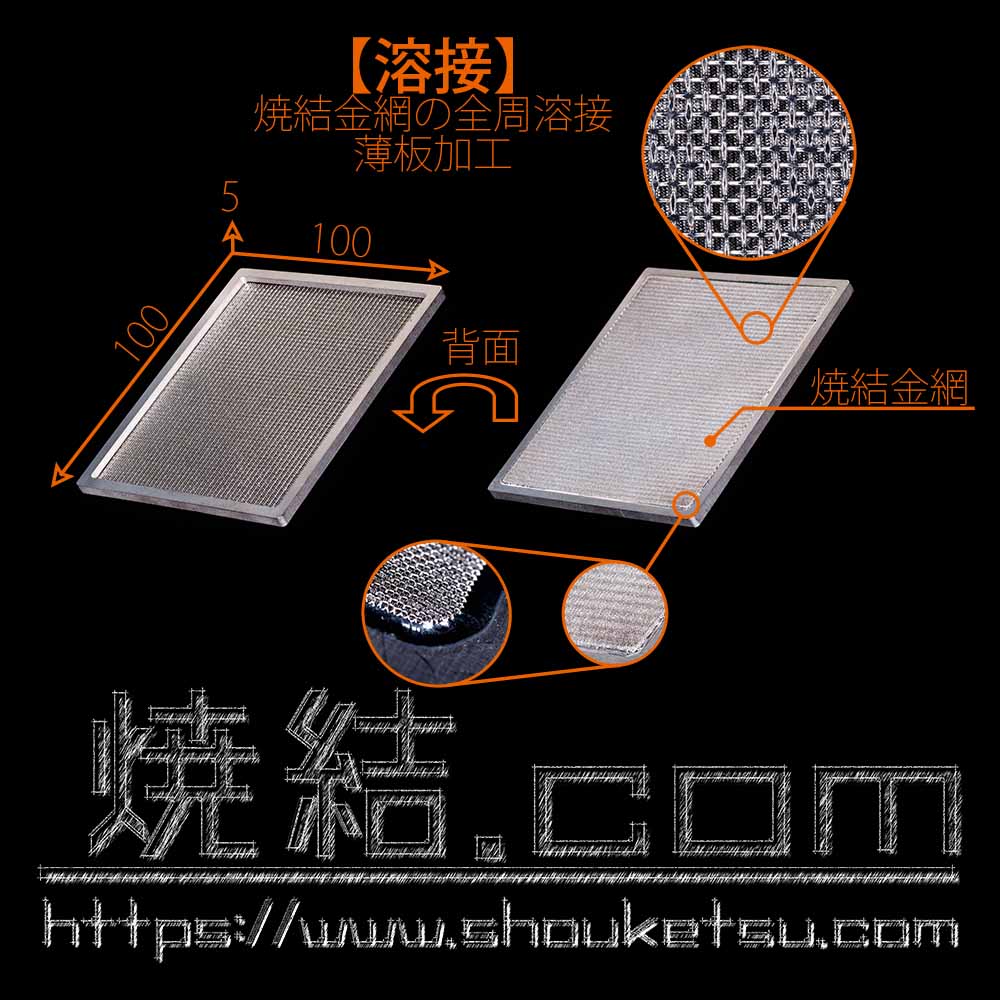
焼結金網の全周溶接加工事例。□100×100×t5のSUS薄板に焼結金網を挿入する溝を彫り込み、溶接を全周に施工。薄板の加工だけでも歪が大きく、ハードルは高い。 
焼結金網とフランジの複雑形状溶接 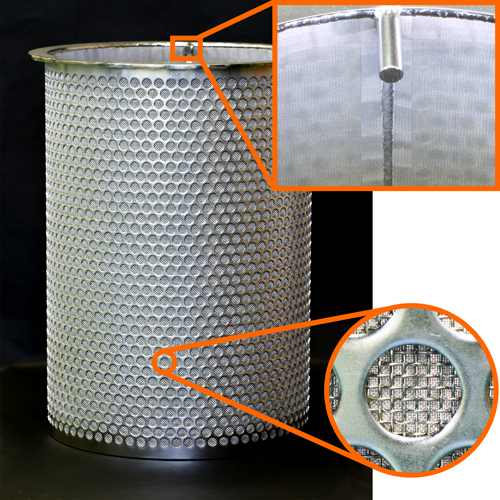
ストレーナー
切削加工
焼結金属フィルター(多孔質金属)の場合
焼結金属フィルターに切削加工を施すことは目詰まりを起こしますので『ご法度』であります。但しどんな場合でもという訳ではなく、必要ない方向への目詰まりであれば可能ですし、機械加工であれば試作時に型が不要となり現在保有している型から近似のモノを選定し、ご要望に合わせる事が可能になりますので開発用途には『もってこい』だと思います。※量産時には型を作製頂かないと逆にコスト面・納期面でロスが発生致します。


SUSの焼結金属フィルター(多孔質金属)の立方体全面(6面)に複雑形状を施した加工事例。通常であれば、2面の加工となるが、当社では全面において複雑形状化することが可能 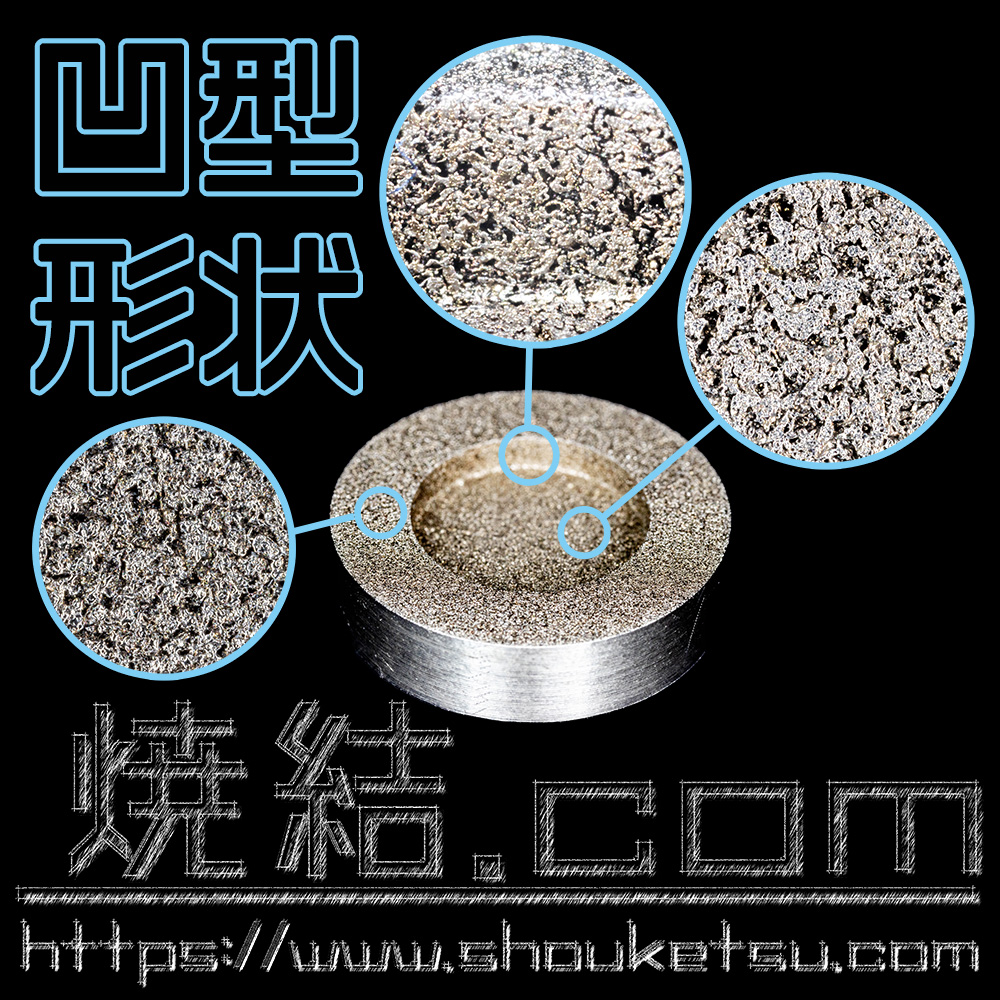
多孔質金属の焼結金属フィルターに凹型形状の加工を施工。加工後も焼結金属フィルターの特長である気孔を保有(目詰まりがない)。通常、焼結金属フィルターでは、寸法精度・複雑な形状を形成することは不可能とされているが、この加工技術により寸法精度・複雑形状化を著しく向上できる。 
粉末焼結金属フィルターに段(溝)を加工することによりボルト頭が突出しない。また、Oリングやパッキンの溝を加工することも可能。※加工面は目詰まりを起こします ブロンズ焼結金属フィルター 焼結金属フィルターをM5継手に溶接接合。点溶接、全周溶接は用途により選択可能 
ファイバー(金属繊維)焼結のプリーツ加工 
金網を3層構造にしシーム溶接を施したストレーナー 
銅繊維を球形状に焼結処理した多孔質金属 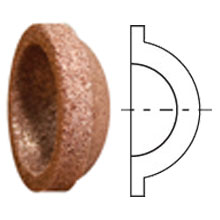
銅焼結体の切削加工 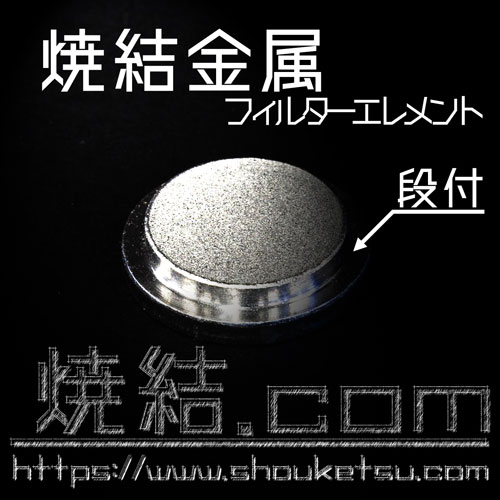
焼結金属フィルターの切削加工により外周部に段付。ツライチになり、抜け止めにもなる。
焼結金属の同時焼結
焼結金属フィルターに同時焼結という焼結金属フィルターの作製と同時に金具との接合をする『同時焼結』と呼ばれる手法のこと。焼結金属フィルターの作製と金具の接合を同時に行いますので工程がぐっと短縮でき、なおかつ工程を減少させることによりロスも減少できます。


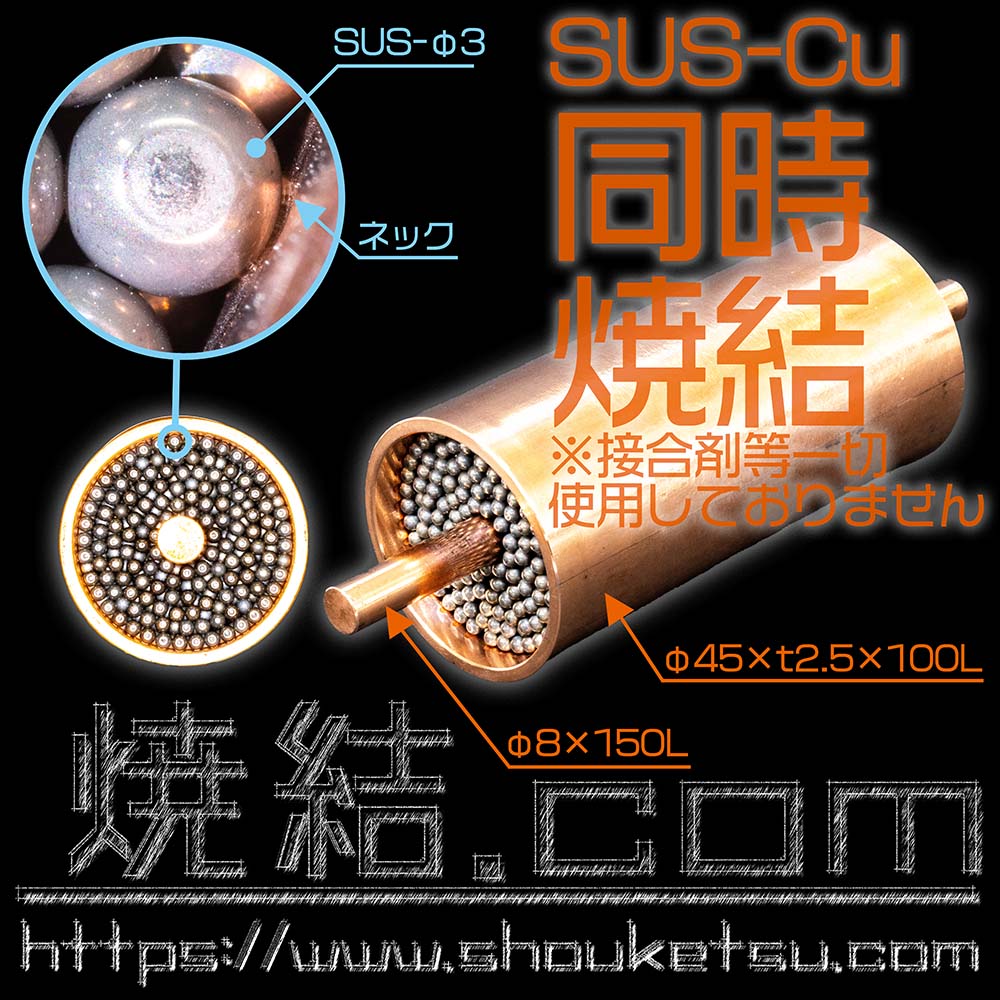
銅管内部にφ3ステンレス球を充填し、中心部にはφ8銅棒を同時焼結処理。接合剤等の使用は一切なく、純粋に素材同士のみで接合。 
銅粉末製の多孔質焼結体を角管内部に埋設。内部構造は自由設計可能で、粉末の形状、粒子径、気孔径も自由設計可能。 
銅管を連続的に配置し、銅管同士を焼結技術により接合。粉末焼結体を先端に埋設するように同時焼結することにより、整流・吸水効果を付与。ヒートシンクやヒートパイプに… 
SUS粉末とCu粉末の異種金属を焼結処理にて一体化した製作例。電気伝導性・熱伝導性に優れたCuと電気伝導性・熱伝導性に劣るSUSながら強度・耐食性・機械加工性に優れた性質を融合することにより得られる付加価値は大きい…ハズ 
整流効果が期待でき、バブリングやセンサーケース、センサーカバーなどにも応用可能 sus粉末の焼結体とsus管を同時焼結にて一体化させ、その同時焼結体とsus管を溶接で連結することにより、1mを超える長い整流管を製作することも可能 
SUSパイプの外径にSUS粉末焼結を同時焼結にて接合した製作例 .jpg)
銅粉末の焼結体の間に銅板を挟み込み、同時焼結を試行 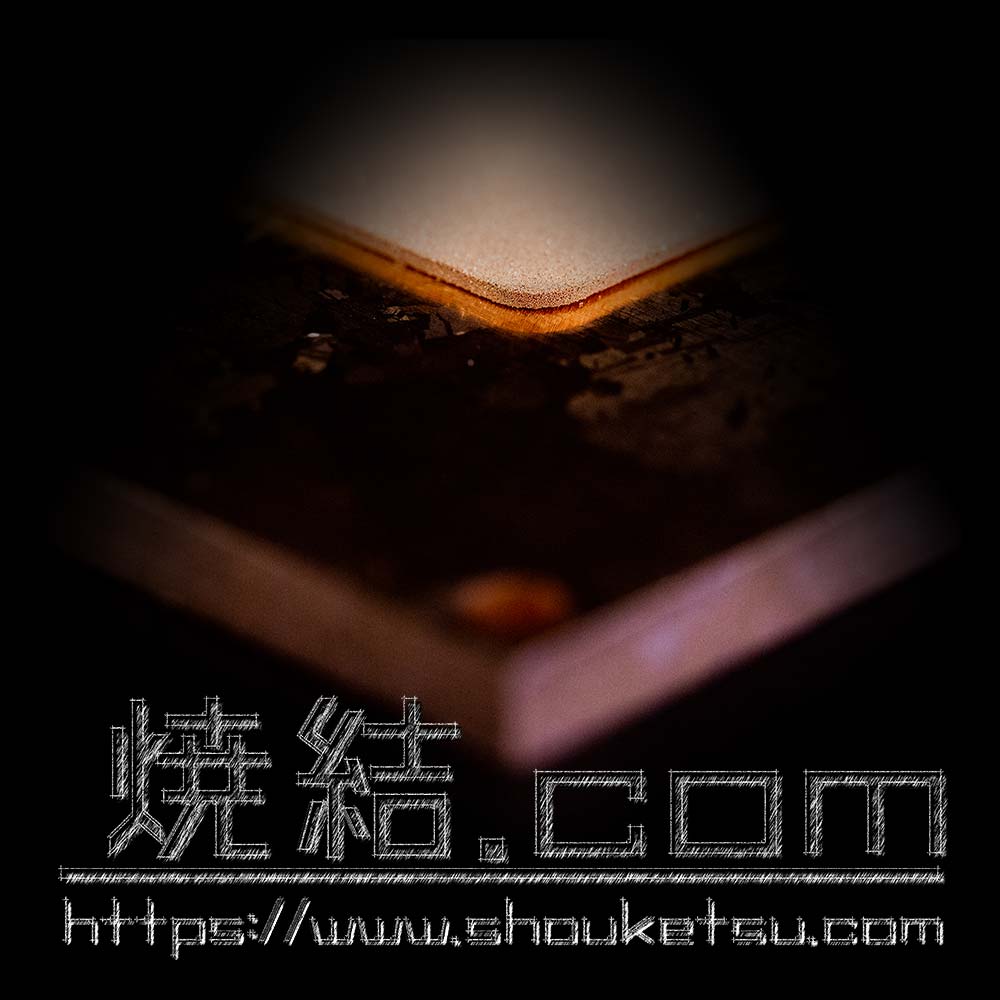
粒径100μmの銅粉焼結体(1mm厚)と5mmの銅板と同時焼結 
BC焼結金属フィルターエレメントの同時焼結 
ブロンズ(BC)製焼結金属フィルターエレメント 
SUS製焼結金属フィルターエレメントの同時焼結(フレームアレスター) 
SUS製焼結金属フィルターエレメントの同時焼結(フレームアレスター) 
BC製焼結金属フィルターエレメントの同時焼結(フレームアレスター) 
SUS焼結金網の同時焼結(センサーケース) 
SUS焼結金属フィルターエレメントの同時焼結(センサーケース) 
焼結金網の同時焼結(センサーケース) 
SUS製焼結金属フィルターエレメントの同時焼結(センサーケース) 
SUS焼結金網の同時焼結(センサーケース) 
SUS焼結金網の同時焼結(センサーケース)
カシメ
ハウジングに焼結金属フィルターを挿入し『カシメ』を施工することにより溶接よりも容易にハウジングと接合することが可能である

真鍮製の継手内部にブロンズ製焼結金属フィルターを搭載。 
ブロンズ製の焼結金蔵フィルターを真鍮製の継手に挿入し、カシメを施工した実例 
ブロンズ製焼結金属フィルターエレメントをハウジングに挿入し、接合方法にカシメを採用したサイレンサー(消音器) 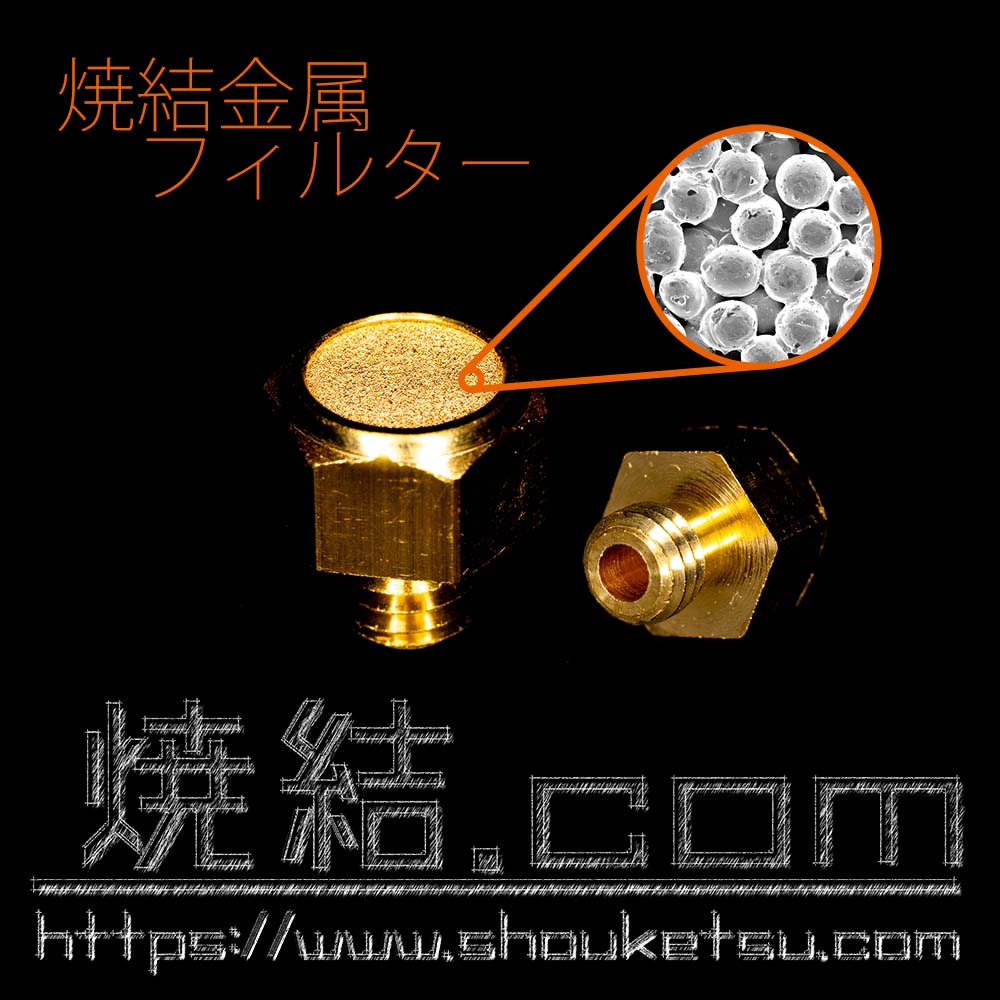
ブロンズ製の焼結金属フィルターをM5ネジ加工を施した真鍮製ハウジングに挿入しカシメた製品 
SUS製焼結金属フィルターエレメントをハウジングに挿入し、接合方法にカシメを採用した製品。サイレンサー、フィルター、整流などの用途にご検討ください 
SUS製焼結金網をハウジングに挿入し、接合方法にカシメを採用した製品。サイレンサー、フィルター、整流などの用途にご検討ください
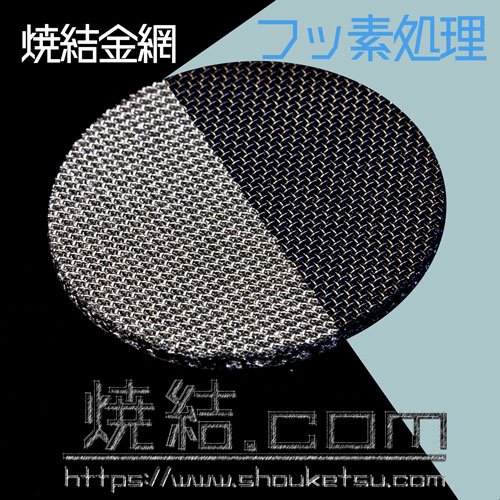
フッ素処理/フッ素含浸
焼結体(多孔質体)の空隙部にフッ素処理・フッ素樹脂を含浸致しました。画像は焼結金網に処理しておりますが、粉末焼結に処理も可能です。




での複雑形状の多孔質焼結体")







")






焼結のプリーツ加工")
焼結のプリーツ加工")







のねじ切り")





")


")
")
")
")

オンリーワン

構造は上記の様にブロンズ(青銅)球とステンレス(SUS)球から出来ており、ブロンズ(青銅)球とブロンズ(青銅)球は焼結されておりますが、ステンレス(SUS)球とブロンズ(青銅)球は焼結されていない為自由に動きます。焼結温度・時間・焼結条件何もかもが違うから焼結されないというような理屈だけで言えば簡単なモノです。しかしいざやってみると型の設計(大き過ぎると形にならない、小さすぎると球が入らない)など目に見えない所で難しく非常に苦労しました。見た目にも面白いと思います。